

A kind of low alloy steel with high strength and toughness and preparation method thereof
A low-alloy steel, high-performance technology, applied in the field of iron and steel metallurgy, can solve the problems of waste of resources, affecting the strength and toughness of steel, and long manufacturing processes for high-performance steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0043] The present invention also provides a method for preparing the above-mentioned high-strength low-alloy steel, comprising the following steps:
[0044] a) The molten steel that has been smelted and the composition meets the requirements is continuously cast into a slab with a thickness of 200-300mm through continuous casting equipment, wherein the superheat is controlled at 15-30°C, the casting speed is 0.8-1.2m / min, and the straightening section is cast The billet surface temperature is controlled at 900-950°C, and the center temperature is 1300-1480°C;
[0045] b) On-line rapid descaling and cooling after the slab is released, and then use the high temperature in the core of the slab to achieve uniform temperature recovery;
[0046] c) When the surface temperature of the slab rises to 1050-1100°C, the steel billet is sent to the follow-up rolling mill for direct rough rolling, and the thickness of the intermediate billet is controlled to be 3-4 times the thickness of t...
Embodiment 1
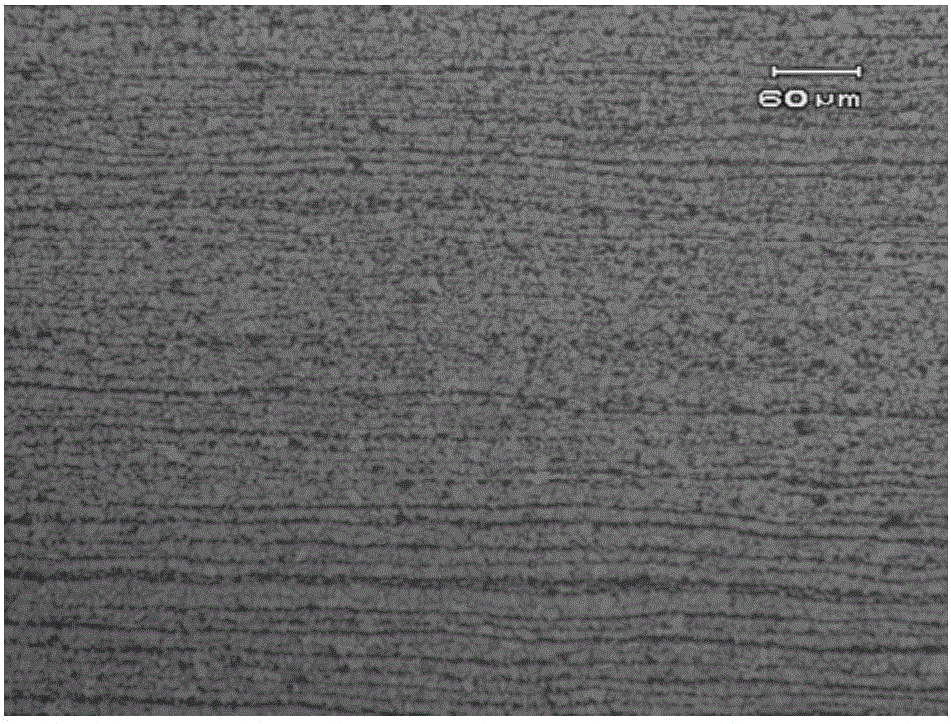
[0058] The completed smelting, the addition of Nb+Ti in the steel is 0.032%, the gas element N content is detected to be 42ppm, and the composition has reached the Q460E requirement. The molten steel is continuously cast into a 250mm billet through the continuous casting equipment, and the pouring temperature, casting speed and two With the cooperation of the cold water distribution system, the surface temperature of the billet straightening section detected is 913°C, and the center temperature is 1308°C.
[0059] Then the surface temperature of the slab starts descaling and cooling at 825°C, and when the cooling stops, the surface temperature of the slab is detected to be 610°C.
[0060] Then the billet is cut to length, waits for the billet to turn red on the roller table, and starts direct rolling when the surface temperature rises to 1055°C. The final rolling temperature in the rough rolling stage is 965°C, and the thickness of the intermediate billet is 135mm. After rough ...
Embodiment 2
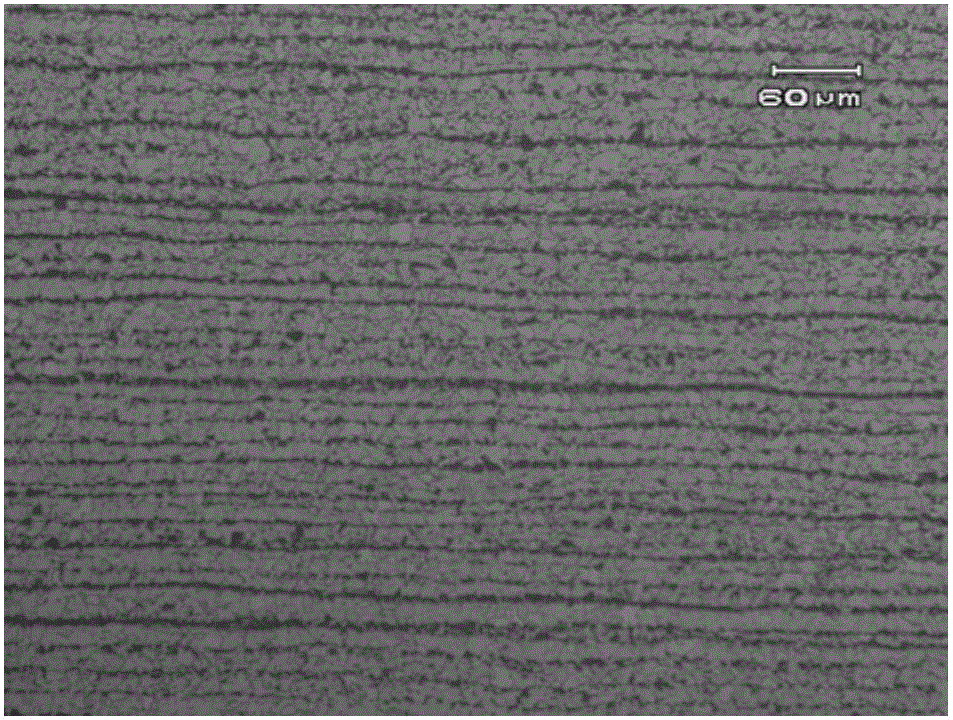
[0063] The completed smelting, the addition of Nb+Ti in the steel is 0.051%, the gas element N content is detected as 25ppm, and the composition has reached the X80M requirement, and the molten steel is continuously cast into a 300mm billet through the continuous casting equipment, and the pouring temperature, casting speed and two With the cooperation of the cold water distribution system, the surface temperature of the billet straightening section detected is 906°C, and the center temperature is 1475°C.
[0064] Then the surface temperature of the slab starts descaling and cooling at 890°C, and the surface temperature of the slab is detected to be 570°C when the cooling stops.
[0065] Then the cast slab is cut to length, waits for the slab to turn red on the roller table, and starts direct rolling when the surface temperature rises to 1098°C. The final rolling temperature in the rough rolling stage is 1000°C, and the thickness of the intermediate billet is 100mm. After rough...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More