

Machining method for metal pipes
A processing method and metal pipe technology, applied in the field of metal pipe processing, can solve the problems of small seamless pipe diameter, complicated processing procedure, high production cost, etc., and achieve the effect of low production cost, simple processing procedure and high yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
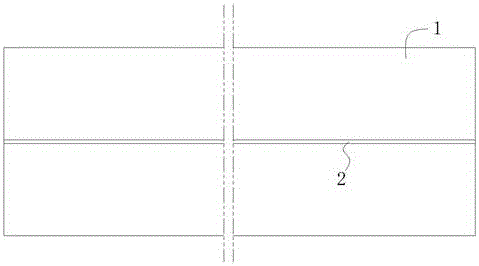
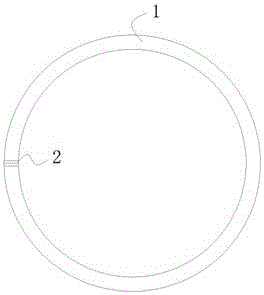
[0024] like figure 1 , figure 2 and image 3 Shown is a first specific embodiment of a method for processing metal pipes, the method comprising the following steps:
[0025] In step 1, two sheets of metal plates are respectively rolled into a cylindrical tube body 1, and the joint of the tube body 1 is welded and connected to form a weld 2, wherein one tube body 1 is used as the outer tube body, and the other tube body 1 is used as the inner tube body, The inner diameter of the outer tube body is slightly larger than the outer diameter of the inner tube body, and the smaller the gap between the inner and outer tube bodies, the better;
[0026] Step 2, the two pipe bodies 1 are coaxially nested, and the welding seams 2 on the side walls of the two pipe bodies 1 are staggered by 180 degrees from each other;
[0027] Step 3: Evacuate the gap between the two layers of tube bodies 1, and weld and seal the gap between the two ends of the tube body 1, so that the gap forms a clos...
Embodiment 3
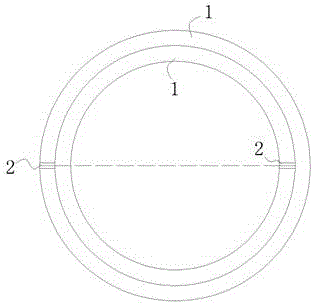
[0034] like figure 1 , figure 2 and Figure 5 Shown is the third specific embodiment of the processing method for metal pipes, which is basically the same as Example 1, except that a four-layer pipe body 1 is prepared, and the welding seam 2 on the side wall of the pipe body 1 is spaced apart 90°.
[0035] Of course, when the multi-layer pipe bodies are nested, the staggered angle between the welds of different pipe bodies can also be 1°, 2°, etc.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More