Method to prevent continuous casting and continuous casting slab breakout
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A continuous casting slab and continuous pouring technology, applied in the field of continuous casting technology, to achieve stable production and prevent steel breakout accidents
Active Publication Date: 2018-11-06
BAOSHAN IRON & STEEL CO LTD
View PDF8 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
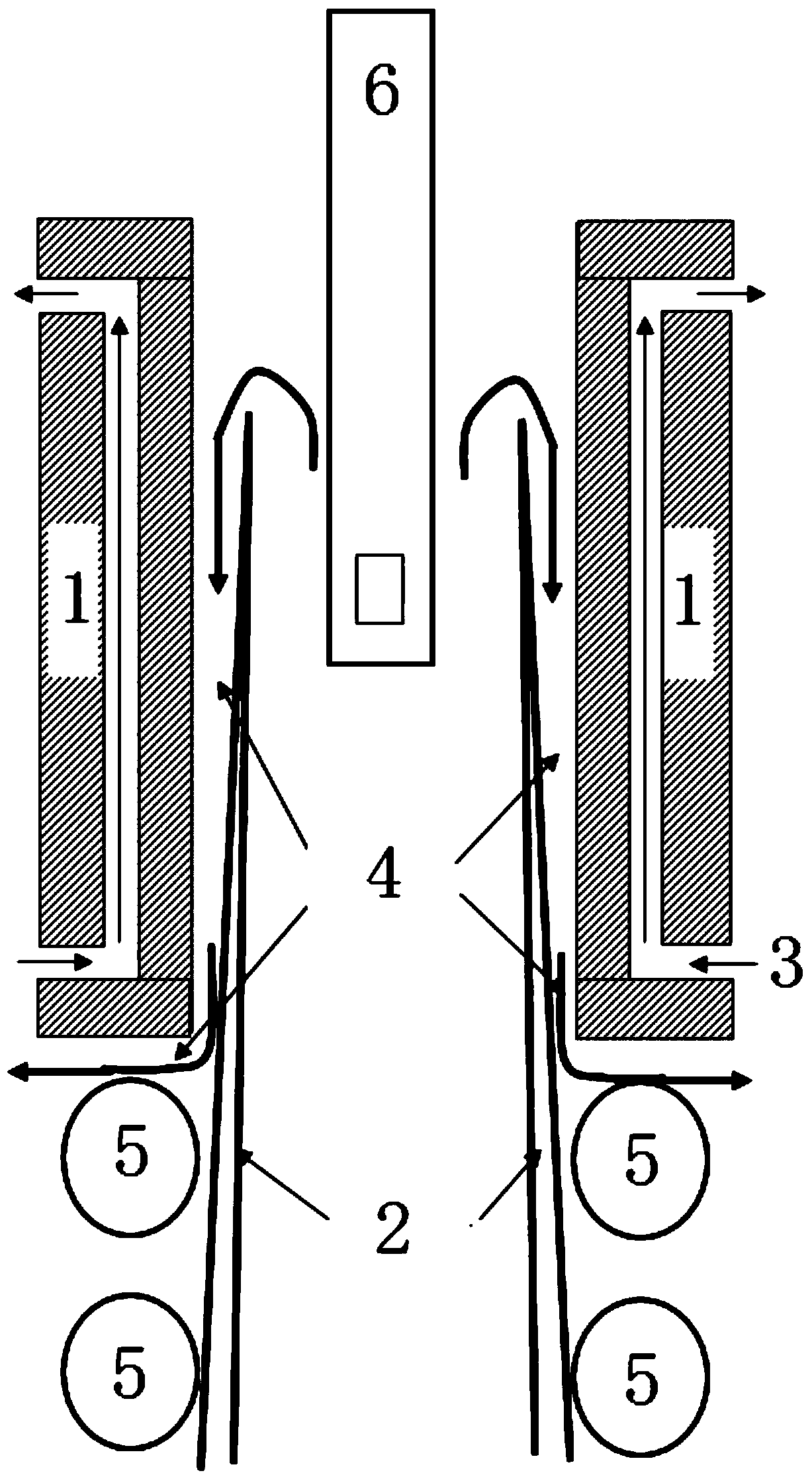
[0005] The current technology is to prevent excessive shrinkage of the billet shell 2 by controlling the time of low casting speed and the cut-off time of the crystallizer 1, and there are no other effective technical means published
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0094] For a certain steel type, the water volume of the crystallizer during pouring is 2600L / min for the wide side and 340L / min for the narrow side. When preparing for the continuous pouring operation of tundish replacement, when the pouring speed drops to 0.8m / min, press the "mould water switching" button on the operation panel.
[0095] Have 2-3 support inserts ready.
[0096] When the speed continues to decrease to 0.5m / min, confirm that the crystallizer cooling water adjustment valve is closed, and the water volume begins to drop to the target value, wide side: 2210L / min, narrow side: 290L / min.
[0097] Immediately after the crystallizer is cut off, insert the supporting piece evenly along the width direction in the crystallizer (more than 50mm away from the nozzle position).
[0098] After continuing to pull the liquid level of the crystallizer to the position of the outlet of the submerged nozzle, stop casting.
[0099] The tundish replacement operation is carried out...
Embodiment 2
[0103] For a certain steel type, the pouring section is 1900mm, and the mold water volume during pouring is 3600L / min for the wide side and 430L / min for the narrow side. When preparing for the continuous pouring operation of submerged nozzle replacement, the crystallizer needs to be cut off. When the pouring speed drops to 0.8m / min, the operator presses the "mould water switching" button on the operation panel.
[0104] Have 4 support inserts ready.
[0105] When the speed continues to decrease to 0.5m / min, confirm that the crystallizer cooling water adjustment valve is closed, and the water volume begins to drop to the target value, wide side: 2400L / min, narrow side: 320L / min.
[0106] Immediately after the crystallizer is cut off, insert 4 supports evenly along the width direction in the crystallizer (more than 50mm away from the nozzle position).
[0107] After continuing to pull the liquid level of the crystallizer to the position of the outlet of the submerged nozzle, st...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The invention discloses a method and device for preventing steel leakage of a continuous casting and continuous pouring blank. The method includes the following steps that the water amount of a crystallizer is adjusted to control cooling of the exterior of a continuous casting blank shell. When the pouring pulling speed is lower than the preset value and cutoff of the crystallizer happens, a supporting block is inserted in the crystallizer, and the interior of the blank shell is supported to control contraction of the interior of the continuous casting blank shell. The device is the supporting block and comprises a handle, a cross beam and supporting legs. The handle is installed on the cross beam and is perpendicular to the cross beam. The supporting legs are arranged at the two tail ends of the cross beam correspondingly. The length of the cross beam is matched with the width of the blank shell. The supporting legs and the cross beam are in piece shapes, and the included angles between the supporting legs and the cross beam are acute angles. According to the method and device for preventing steel leakage of the continuous casting and continuous pouring blank, steel leakage accidents happening due to serious contraction of the blank shell can be effectively prevented, and the purpose of stable and smooth production is achieved.
Description
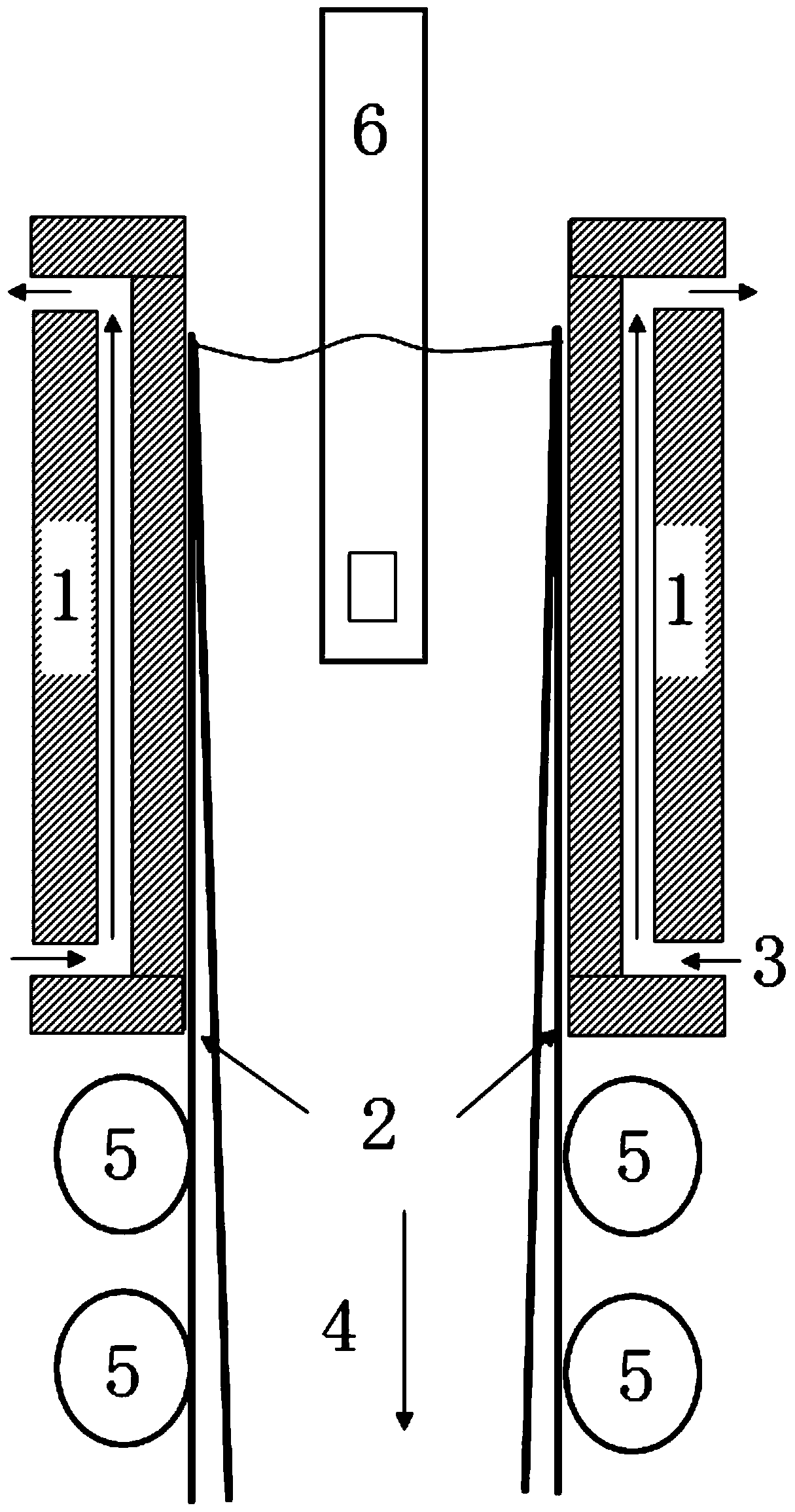
technical field [0001] The invention relates to a method of continuous casting process, more specifically, relates to a method for preventing continuous casting and casting slab breakout. Background technique [0002] In continuous casting production, in order to improve the efficiency of continuous casting, continuous pouring of tundish replacement is one of the main measures; in addition, in the casting process, once the submerged nozzle 6 is abnormal, it is necessary to replace the submerged nozzle 6, and for To increase the continuous pouring rate, it is necessary to carry out continuous pouring operation of inserting iron plates of different steel types. During above-mentioned these operations, all need to carry out the low pulling speed and cut-off operation of molten steel 4 in the crystallizer 1 for a long time. [0003] After the molten steel 4 enters the crystallizer 1, the part in contact with the copper plate of the crystallizer 1 will be cooled and quickly form...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More