

Spheroidizing annealing technology of H13 hot work die steel
A technology of hot-working die steel and spheroidizing annealing, which is applied in the field of heat treatment of die steel, can solve the problems of small carbide size, poor quality, poor structure, etc., and achieve the effect of improving transverse impact toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] Select the size of the section after forging For round bars, the specific heat treatment process is as follows:
[0022] (1) After forging The steel billet is cooled to 430°C, loaded into the furnace, heated to 750°C at a heating rate of 70°C / h, preheated and kept for 1 hour, and then heated to 1000°C at a heating rate of 70°C / h, and then the charge is fully protected. Incubate for 3h, then furnace-cooled to 500°C and air-cooled.
[0023] (2) The hot charging furnace is heated to 900°C at a heating rate of 70°C / h, and the charge is kept for 0.5h after penetration, and the furnace is air-cooled to complete the pretreatment process.
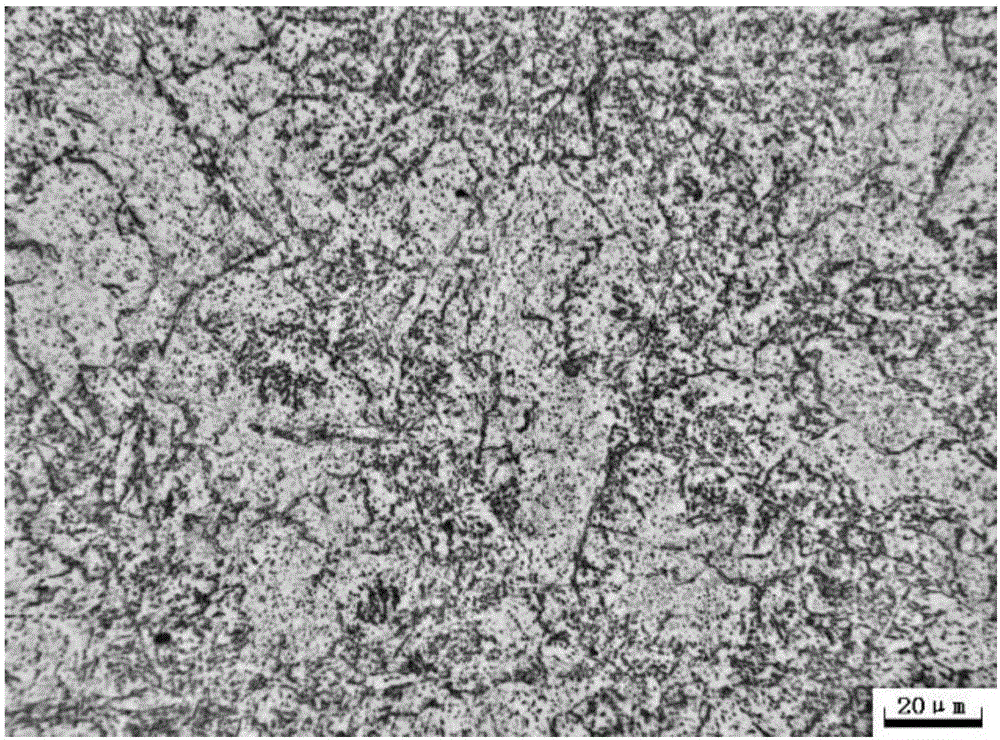
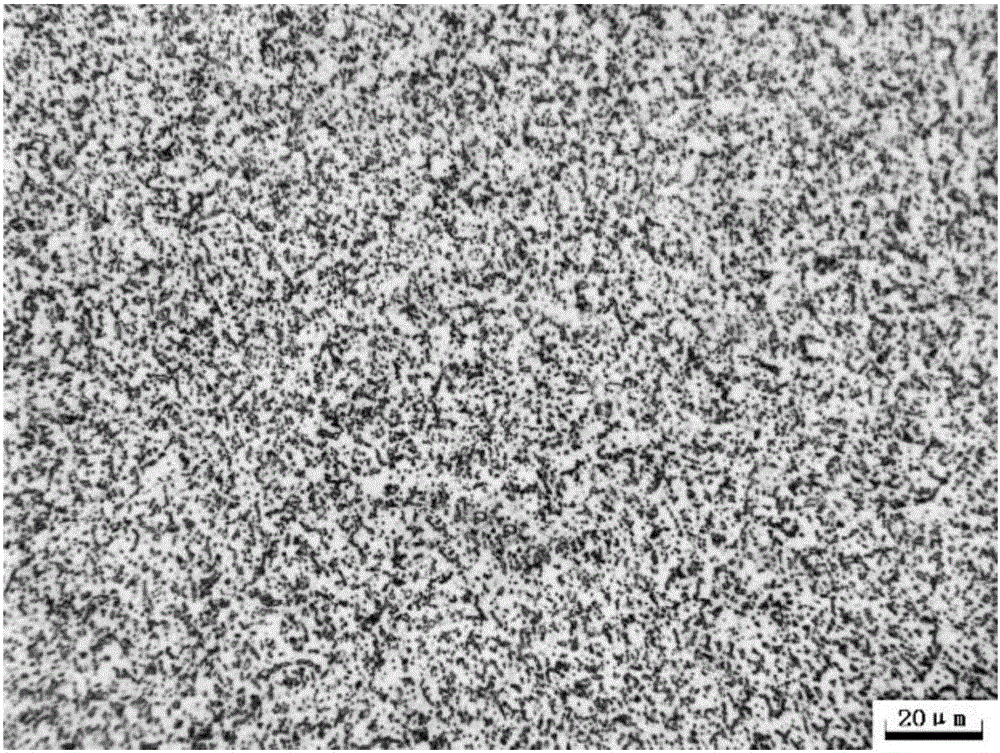
[0024] (3) Load the furnace at 300°C, including the forged billet (comparison sample) and the pretreated billet, heat up to 880°C at a heating rate of 70°C / h, hold for 4 hours, and cool down to a cooling rate of 15°C / h After holding at 760 °C for 8 hours, it is cooled to 455 °C with a cooling rate of 15 °C / h and air-cooled to complete t...
Embodiment 2
[0027] Select the size of the section after forging For round bars, the specific heat treatment process is as follows:
[0028] (1) After forging The steel billet is cooled to 480°C, loaded into the furnace, heated to 750°C at a heating rate of 70°C / h, preheated and kept for 1 hour, and then heated to 980°C at a heating rate of 70°C / h, and then the charge is fully protected. Incubate for 5h, then furnace-cooled to 480°C and air-cooled.
[0029] (2) The hot charging furnace is heated to 900°C at a heating rate of 70°C / h, and the charge is kept for 1 hour after being fully protected, and the furnace is air-cooled to complete the pretreatment process.
[0030] (3) Load the furnace at 370°C, including the forged billet (comparative sample) and the pretreated billet, heat up to 880°C at a heating rate of 70°C / h, hold for 6 hours, and cool at a cooling rate of 15°C / h to 880°C After holding at 760°C for 10 hours, it is cooled to 500°C at a cooling rate of 20°C / h and air-cooled t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More