

Method for automatically welding hydraulic support structural component through welding wires with diameter being 1.6 mm
A hydraulic support and automatic welding technology, which is applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of large heat input, low welding efficiency, and large welding stress, and achieve increased weld penetration and improved welding efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] The embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings. This embodiment is implemented on the premise of the technical solution of the present invention, and detailed implementation methods and specific operating procedures are provided, but the scope of protection of the present invention is not limited to the following Described embodiment.
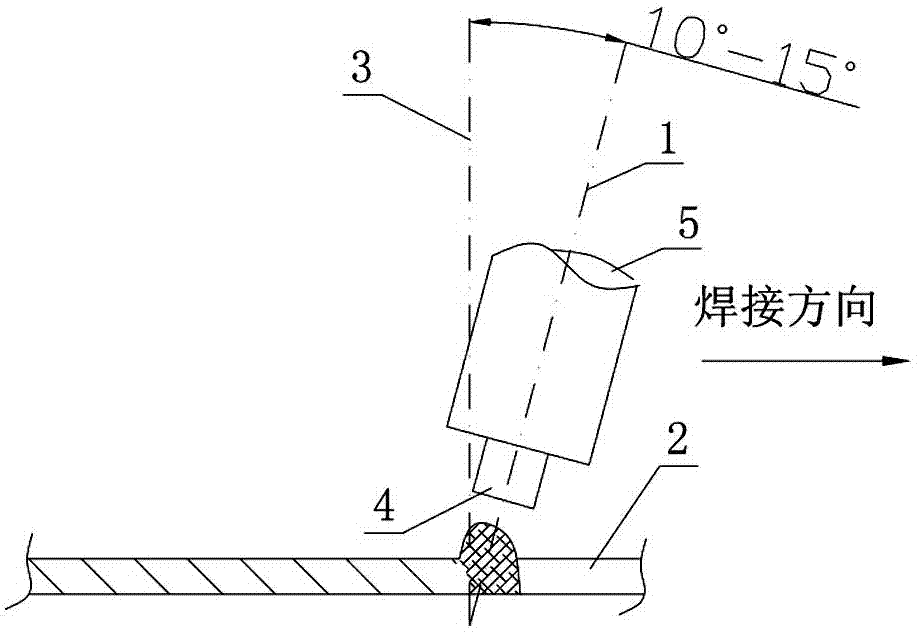
[0023] The method for automatic welding of hydraulic support structural parts using a welding wire with a diameter of 1.6mm according to the present invention comprises the following steps:
[0024] The first step is to check the part tolerance and assembly accuracy of the hydraulic support structural parts as a whole before welding. The depth tolerance of the welding groove should be controlled to be less than or equal to 2mm, the angle tolerance of the welding groove should be less than or equal to 2°, and the actual assembly of the fillet weld The gap is less th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More