

Low-density high-fluidity high-rigidity talcum powder filled polypropylene material
A technology of polypropylene material and high fluidity, applied in the field of polymer modification, can solve problems such as easy warping and deformation, poor dimensional stability, etc., and achieve high fluidity and good appearance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
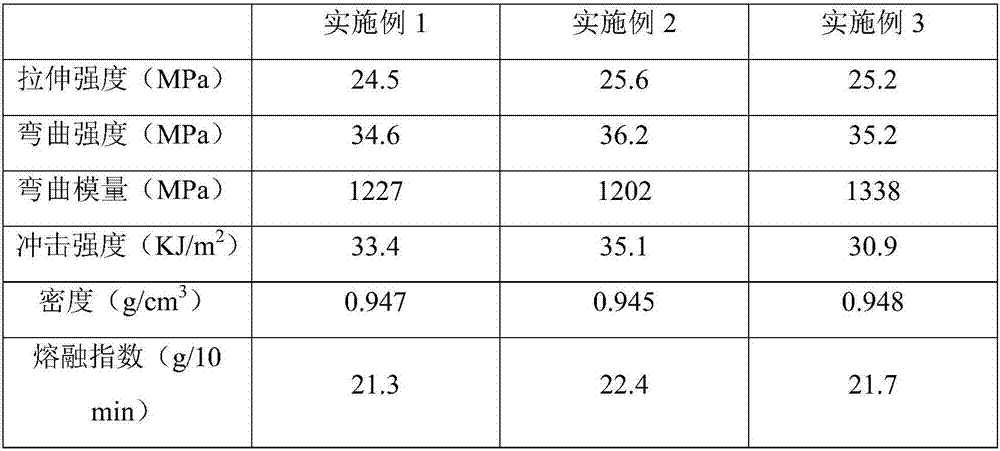
Embodiment 1
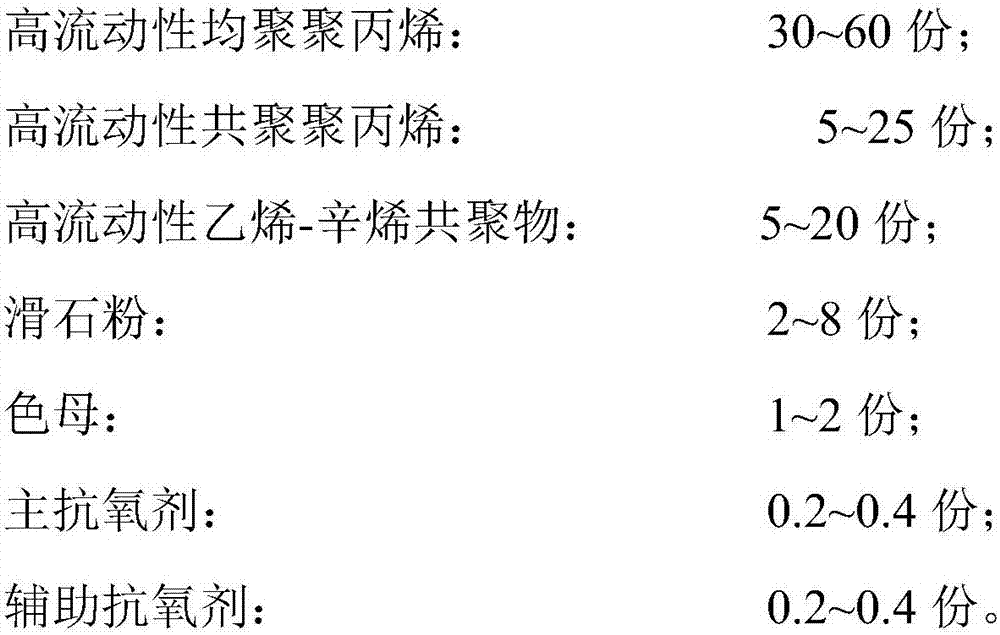
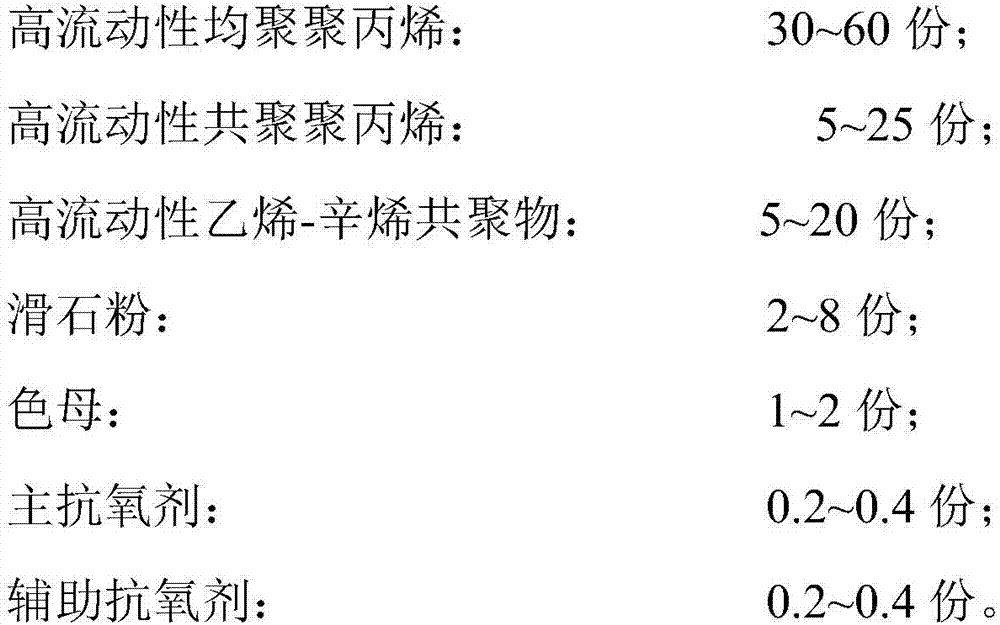
[0031] Weigh 60 parts of high fluidity homopolypropylene, 30 parts of high fluidity copolymerized polypropylene, 5 parts of high fluidity ethylene-octene copolymer, 5 parts of 3000 mesh talcum powder, 1 part of color masterbatch, 0.3 part of antioxidant 1010, 0.3 parts of antioxidant 168;
[0032] The above-mentioned raw materials are put into a high-speed mixer and fully stirred to obtain a premixed material, and the premixed material is put into the main feeding port of a twin-screw extruder for melt extrusion, granulated and dried, and the product is obtained.
[0033] The melt extrusion conditions of the twin-screw extruder are: the temperature of the first zone is 90°C, the temperature of the second zone is 200°C, the temperature of the third zone is 200°C, the temperature of the fourth zone is 220°C, the temperature of the fifth zone is 220°C, the temperature of the sixth zone is 220°C, and the temperature of the seventh zone is 220°C. The temperature in the zone is 220°...
Embodiment 2
[0035] Weigh 57 parts of high fluidity homopolypropylene, 30 parts of high fluidity copolymerized polypropylene, 8 parts of high fluidity ethylene-octene copolymer, 5 parts of 3000 mesh talcum powder, 1 part of masterbatch, 0.3 part of antioxidant 1010, 0.3 parts of antioxidant 168;
[0036] The above-mentioned raw materials are put into a high-speed mixer and fully stirred to obtain a premixed material, and the premixed material is put into the main feeding port of a twin-screw extruder for melt extrusion, granulated and dried, and the product is obtained.
[0037] The melt extrusion conditions of the twin-screw extruder are: the temperature of the first zone is 90°C, the temperature of the second zone is 200°C, the temperature of the third zone is 200°C, the temperature of the fourth zone is 220°C, the temperature of the fifth zone is 220°C, the temperature of the sixth zone is 220°C, and the temperature of the seventh zone is 220°C. The temperature in the zone is 220°C, the...
Embodiment 3
[0039] Weigh 60 parts of high fluidity homopolypropylene, 30 parts of high fluidity copolymerized polypropylene, 8 parts of high fluidity ethylene-octene copolymer, 2.5 parts of 3000 mesh talcum powder, 2.5 parts of 5000 mesh talcum powder, 1 part of color Mother, 0.3 parts of antioxidant 1010, 0.3 parts of antioxidant 168;
[0040] The above-mentioned raw materials are put into a high-speed mixer and fully stirred to obtain a premixed material, and the premixed material is put into the main feeding port of a twin-screw extruder for melt extrusion, granulated and dried, and the product is obtained.
[0041] The melt extrusion conditions of the twin-screw extruder are: the temperature of the first zone is 90°C, the temperature of the second zone is 200°C, the temperature of the third zone is 200°C, the temperature of the fourth zone is 220°C, the temperature of the fifth zone is 220°C, the temperature of the sixth zone is 220°C, and the temperature of the seventh zone is 220°C. ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More