Short gear shaft efficient machining method
A processing method and wheel shaft technology, applied to components with teeth, belts/chains/gears, gear teeth, etc., can solve the problems of wasting materials, failing to meet high efficiency, low cost requirements, increasing costs, etc., and achieve cost reduction , Save material costs, improve production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
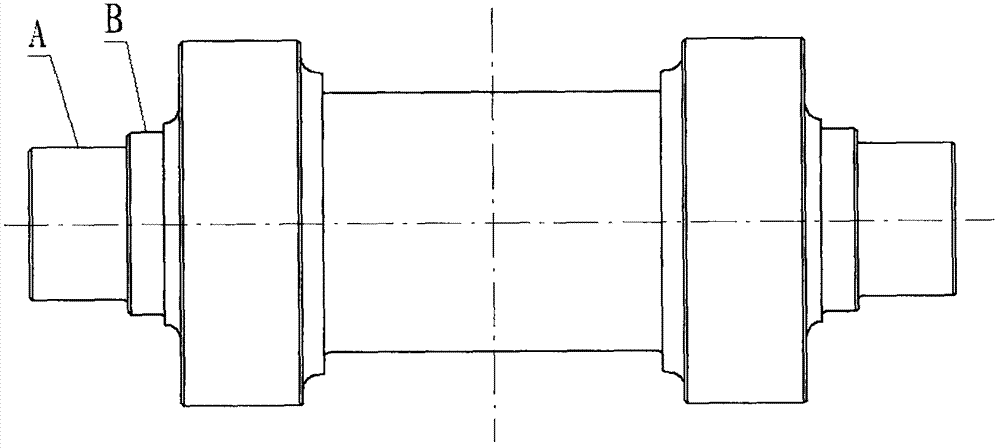
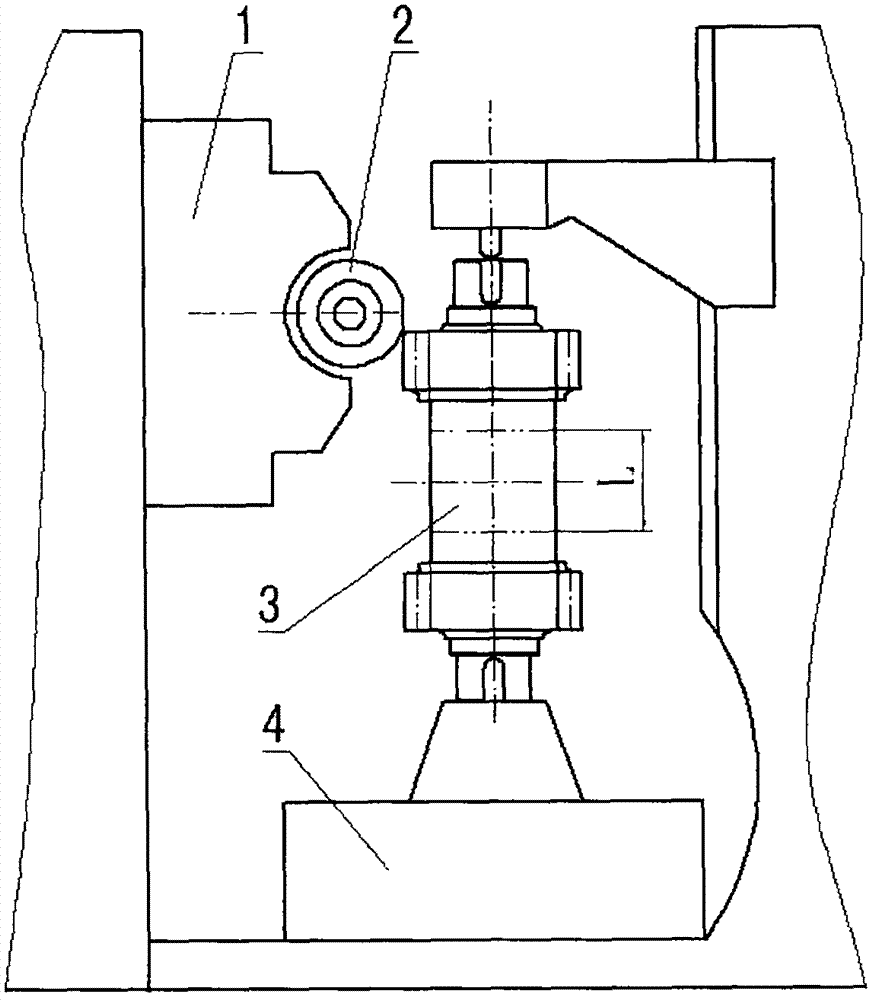
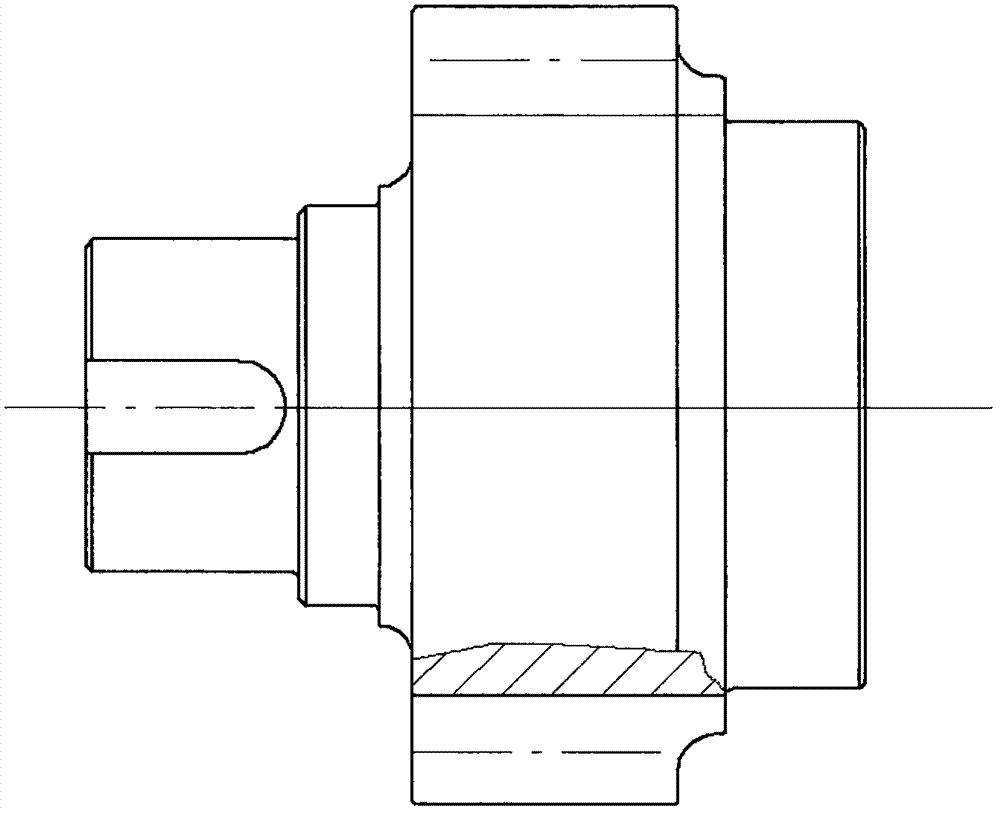
[0011] Depend on Figure 1~3 It can be seen that the processing of the short gear shaft is completed according to the following steps:
[0012] Step 1, calculate blanking size, and carry out blank blanking and heat treatment;
[0013] Step 2, rough and finish turning the workpiece;
[0014] Step 3, initial grinding of outer circles A and B;
[0015] Step 4, milling the key grooves at both ends of the workpiece;
[0016] Step 5. Align two points on the outer circle of A and B, and the runout is within 0.05mm. Roughly and finely mill the teeth to ensure the common normal line size required by the process;
[0017] Step 6, the middle outer circle is protected against seepage, and the gear is carburized and quenched;
[0018] Step 7, the outer circle and rounded corners in the middle of the second finishing car;
[0019] Step 8, finely grind the outer circles of A and B at both ends, the middle outer circle and the addendum circle, and grind the end faces;
[0020] Step 9: A...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



