

A method of arc-assisted laser welding
An auxiliary laser and arc welding technology, used in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of expensive equipment, poor welding seam formation, large fluctuation of penetration depth, etc. Weld seam quality, improved finish
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The present invention will be described in detail below in conjunction with examples, which are only preferred implementations of the present invention, and are not limitations of the present invention.
[0021] 1. Before welding, grind or clean the surface of the workpiece to be welded, and fix the polished or cleaned workpiece to the welding tool;
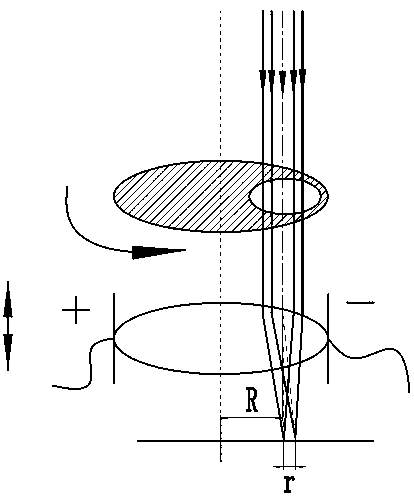
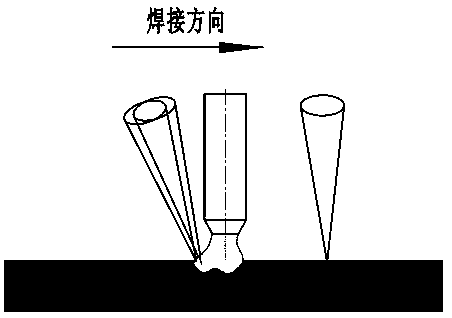
[0022] 2. During the welding process, the laser beam and the arc welding torch are always arranged in series on the same axis, and they work together on the area to be welded. The geometric parameters are set as follows: the angle between the laser beam and the vertical direction is 5°~15°, and the The focal length is -4~+4mm;
[0023] 3. Set the welding mode and process parameters:
[0024] The laser beam and the arc welding torch are arranged in series according to an axis. The laser beam includes a single-focus laser and a double-focus laser. The laser is arranged obliquely to the position of the arc welding torch, th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Defocus amount | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More