

Automatic precision edge turning machine
A technology of precision turning and turning machine, which is applied in the fields of metal processing machinery parts, maintenance and safety accessories, metal processing, etc. It can solve the problems of low efficiency and low precision of turning and achieve high working reliability and reasonable device structure design , the effect of reducing labor intensity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0047] The specific implementation of the present invention will be further described below in conjunction with the accompanying drawings, so as to fully understand and implement the process of how to apply technical means to solve technical problems and achieve technical effects in the present invention. It should be noted that, as long as there is no conflict, each embodiment and each feature in each embodiment of the present invention can be combined with each other, and the formed technical solutions are all within the protection scope of the present invention.
[0048] Such as figure 1 The product 100 processed by the present invention is a bearing with a sealing ring.
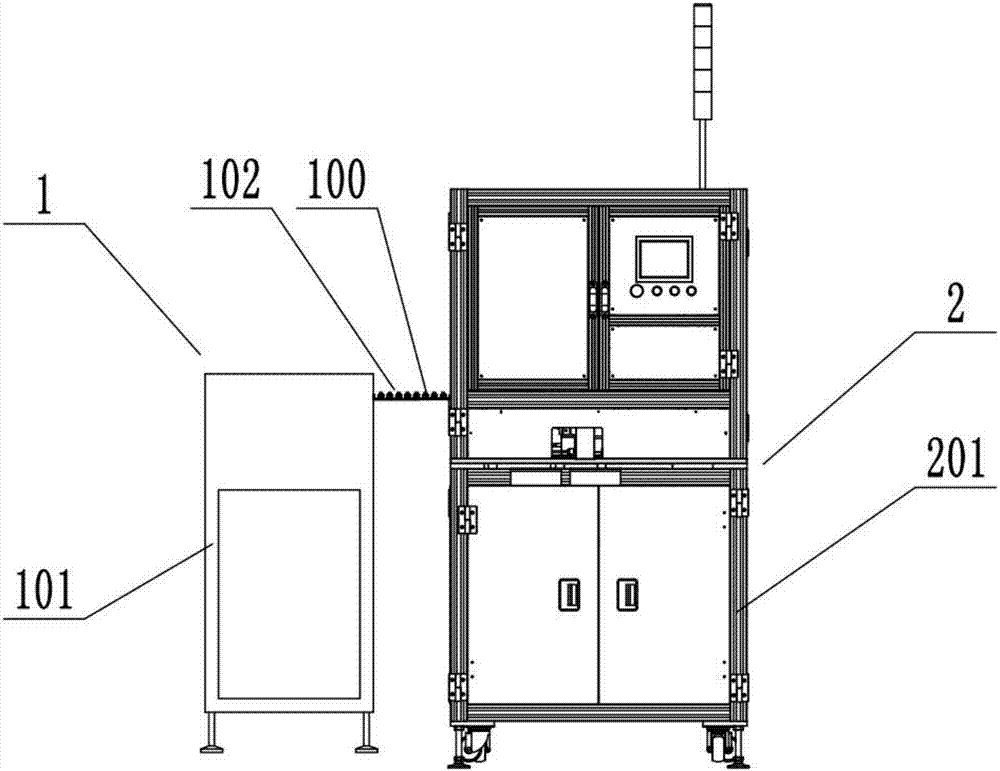
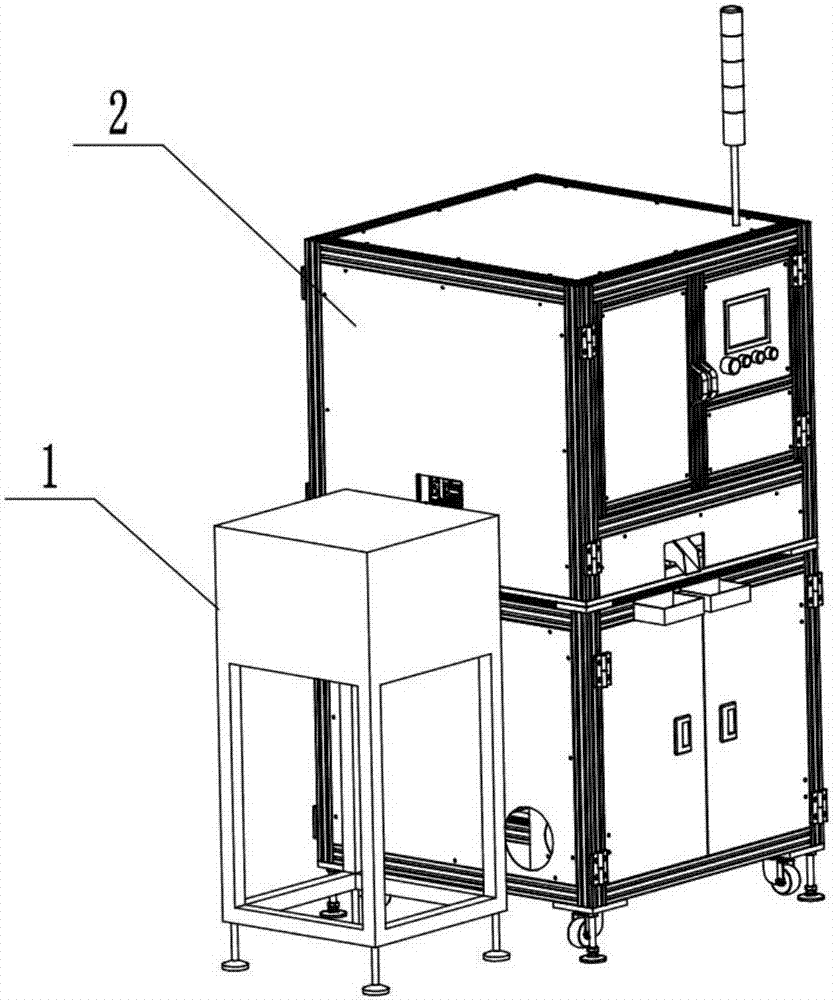
[0049] Such as Figure 2-Figure 4 As shown, the automatic precision edge turning machine of the present embodiment includes an automatic feeder 1, a multi-station edge turner connected with the automatic feeder 1 and a control for controlling the automatic feeder 1 and the multi-station edge turner Unit...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More