Clamping piece polishing system
A technology of finishing and clipping, which is applied in the field of finishing, can solve the problems of low production efficiency and low process flow of the clip finishing production line, and achieve the effects of improving production efficiency, ensuring fluency, and reducing the time to stop feeding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
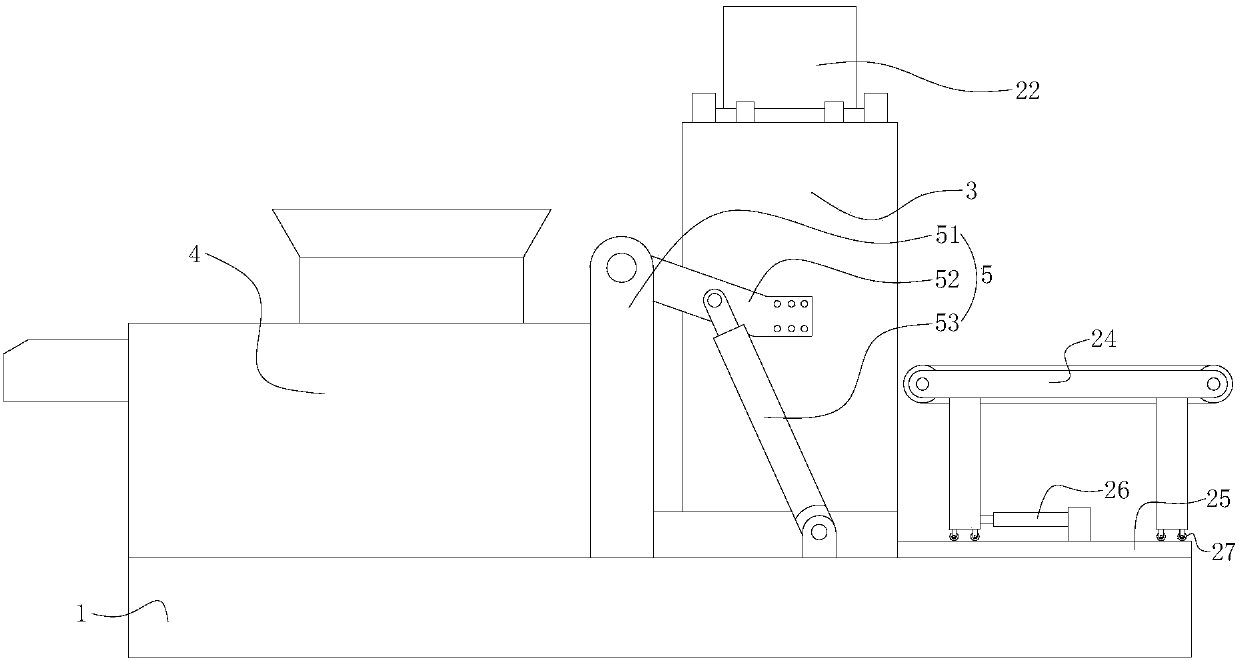
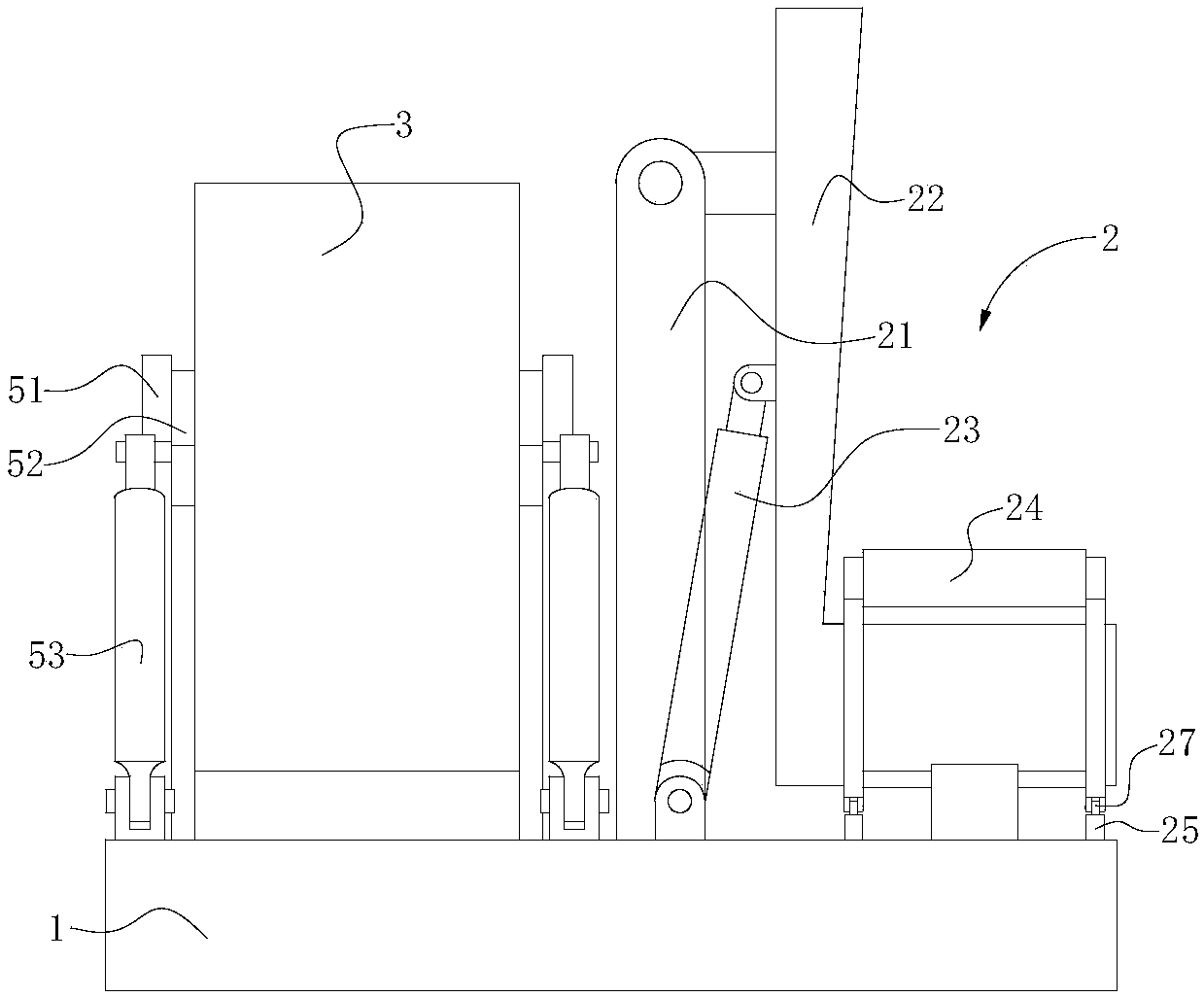
[0013] like figure 1 , figure 2 As shown, the present invention provides a clip finishing system, including a base 1, a feeding mechanism 2, an eddy current finishing machine 3, a vibrating screen 4 and a turning mechanism 5, and the eddy current finishing machine 3 of this embodiment can use ZHMLD50 Type, ZHMLD120 or ZHMLD250, and other types of finishing machines can also be used according to needs. In this embodiment, the base 1 is laid horizontally on the ground, and the feeding mechanism 2 , the vortex finishing machine 3 , the vibrating screen 4 and the turning mechanism 5 are all arranged...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



