

A method of processing a compressor impeller
A processing method and compressor technology, which are applied to metal processing equipment, metal processing mechanical parts, manufacturing tools, etc., can solve the problem of large outer diameter of the wheel surface of the compressor impeller, and achieve simple structure, convenient installation, and guaranteed processing accuracy. and the effect of balancing precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] The present invention will be described in further detail below in conjunction with the accompanying drawings.
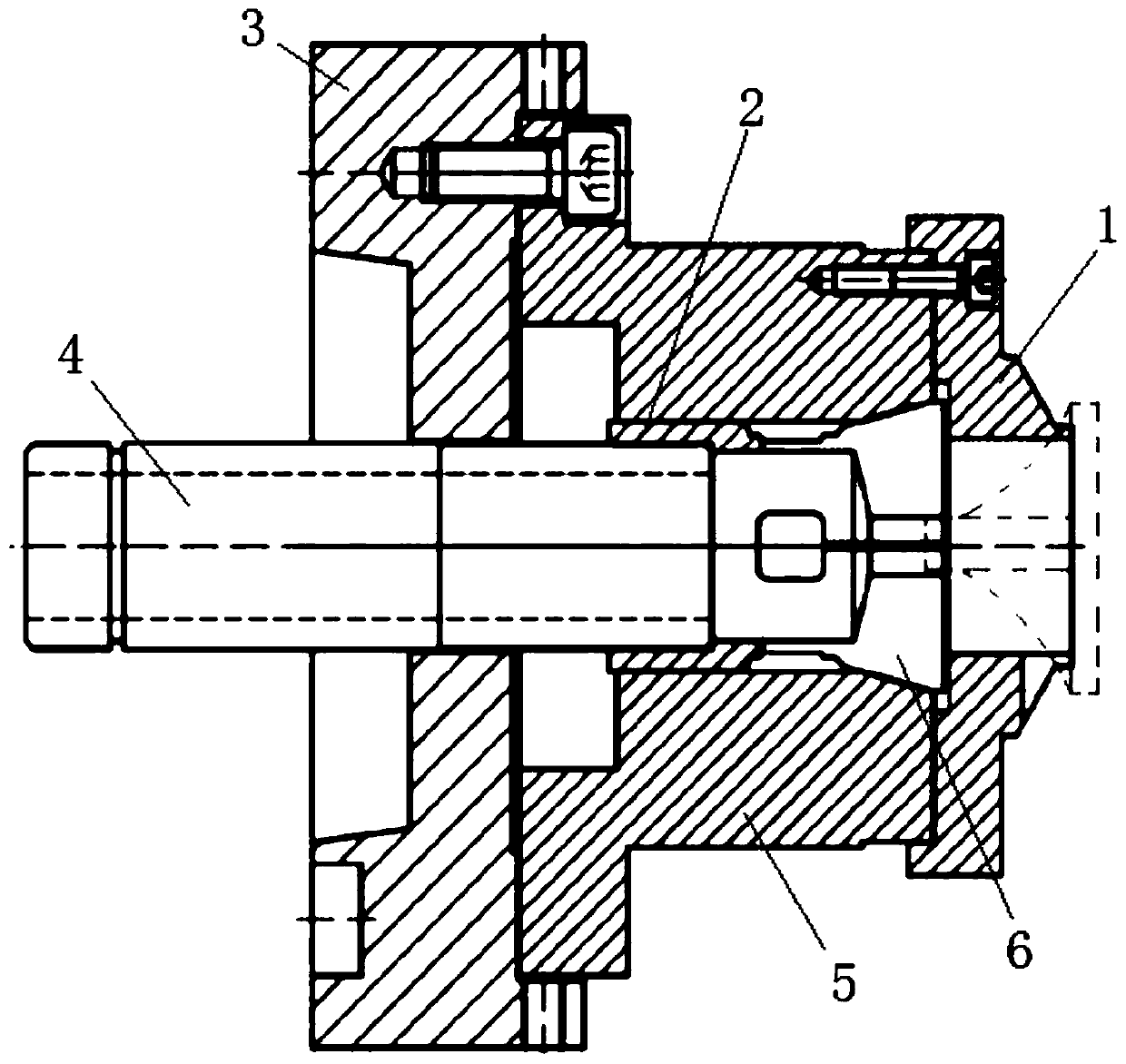
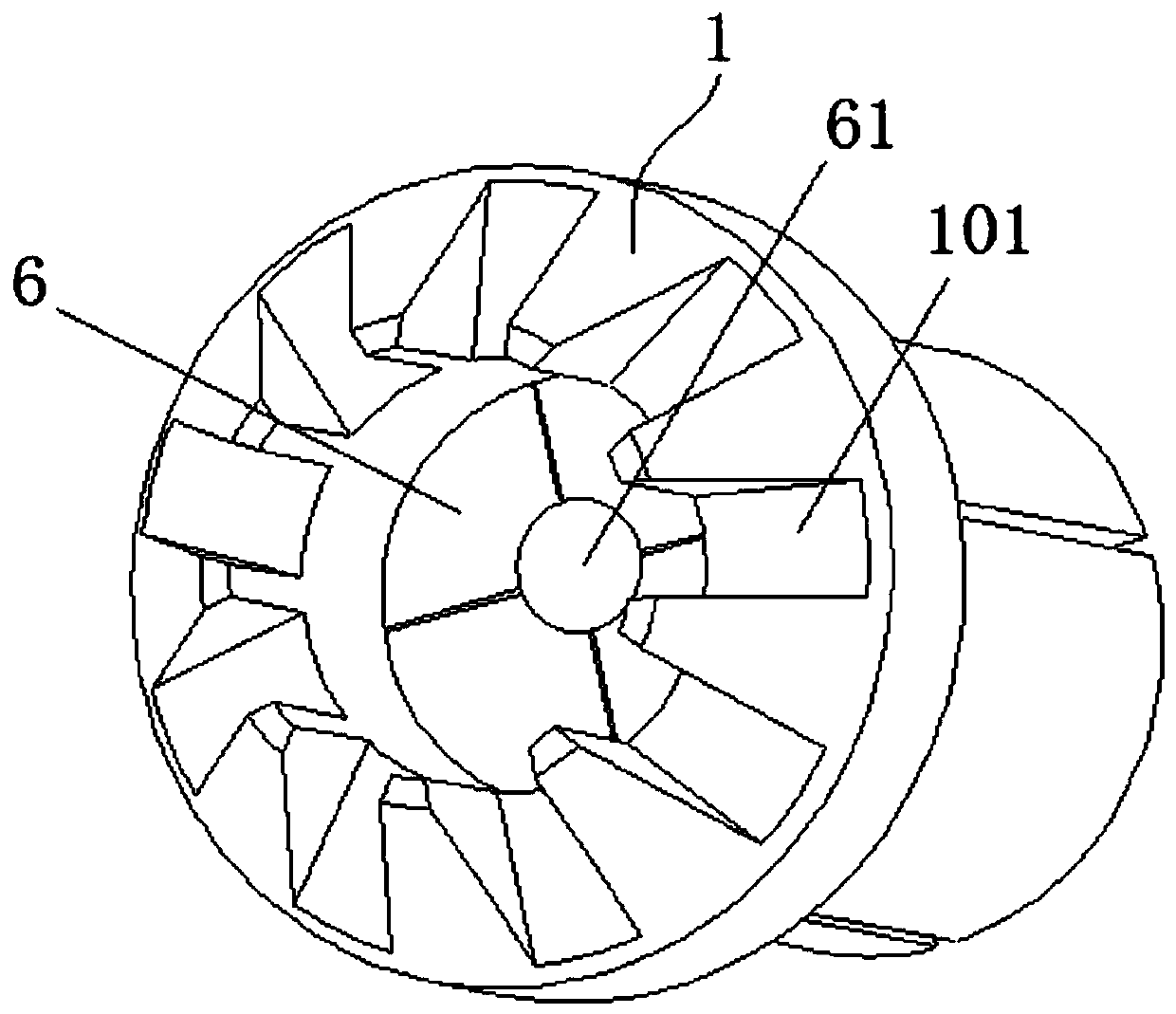
[0033] Such as figure 1 and image 3 As shown, the first fixture tool used in the present invention includes a block 3, a drive shaft 4, a mounting sleeve 5, an expansion block 6 and a limit cover 1, wherein the drive shaft 4 is connected with the hydraulic pull rod on the machine tool spindle, and the The clamping block 3 is provided with a notch groove and the end face of the main shaft of the machine tool to form a notch fit limit, and is fixed on the main shaft by screws. The installation sleeve 5 is fixed on the block 3 by screws, the limit cover 1 is installed on the free end of the installation sleeve 5 by screws, and a plurality of expansion blocks 6 are arranged inside the free end of the installation sleeve 5 , and the drive shaft 4 passes through the clamp block 3 and the installation sleeve 5 and is connected to each expansion block 6, and a sl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More