

Bracket tool for preventing rubber vulcanization deformation and operation method for preventing rubber vulcanization deformation
A rubber vulcanization and operation method technology, which is applied in the field of post-processing of rubber products, can solve problems such as limited oven space, low oven utilization rate, and product deformation, and achieve the effects of improving utilization rate, improving space utilization rate, and preventing deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
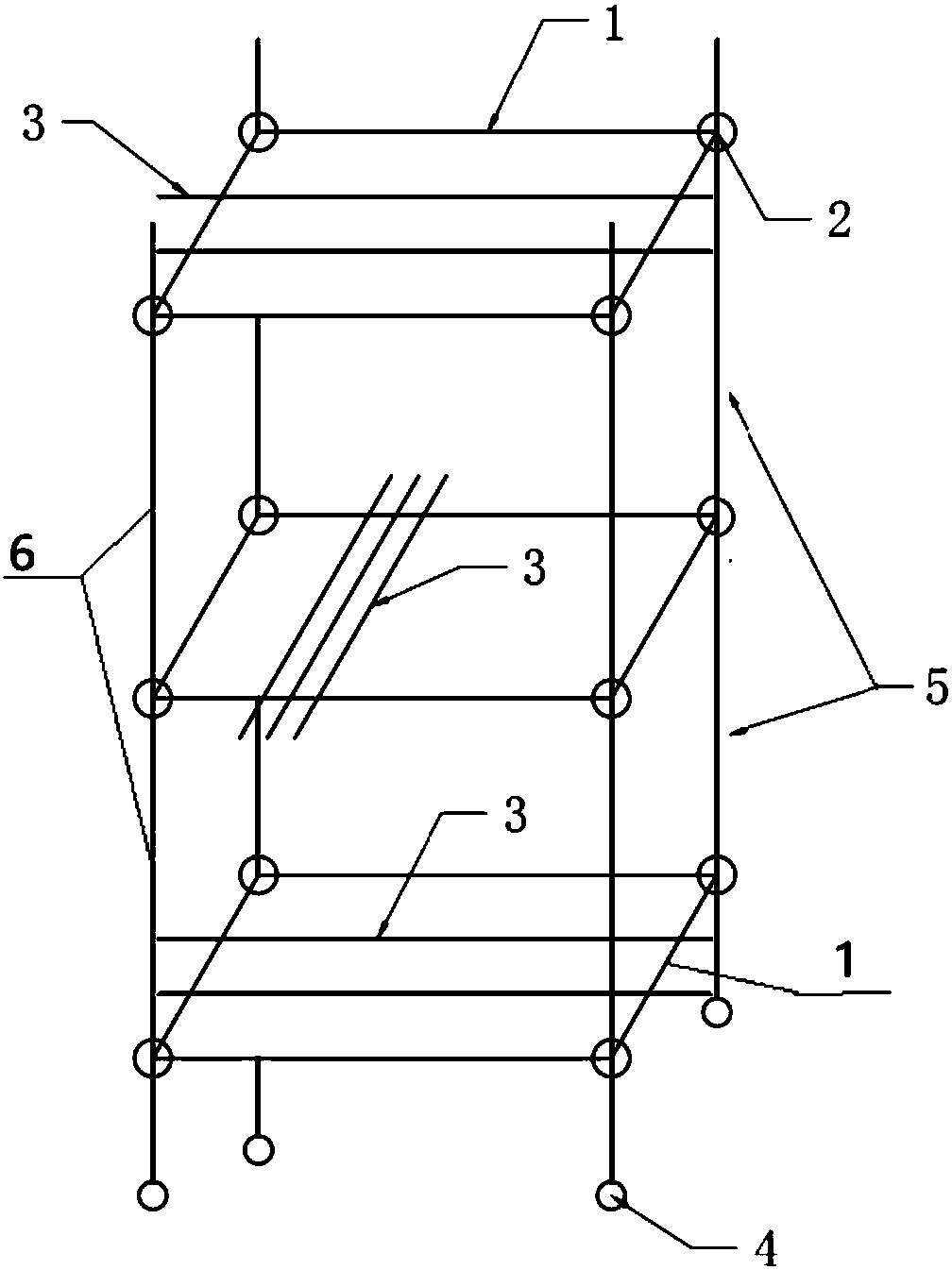
[0026] like figure 1 , the secondary vulcanization anti-deformation bracket tooling of the rubber special-shaped part of the present embodiment, it includes a bracket frame 5, figure 1 There are two layers of bracket frames 5 in the bracket tooling, which can be set into one layer, three layers, or even more layers according to needs. The number and size of bracket frames 5 can be adapted according to the size of the secondary vulcanization oven; figure 1 The stent frame 5 in is rectangular; As can be seen from the figure, the lower surface of the uppermost stent frame and the upper surface of the lowermost stent frame are common surfaces. Support frame 5 has crossbeam 1, vertical beam 6, because figure 1 There are two-layer support frames in the middle, for simplifying manufacture, the vertical beam 6 of two-layer support frame is a whole, and this vertical beam is telescopic. At the junction of the vertical beam 6 and the crossbeam 1, a height-adjustable tightening bolt 2 ...
Embodiment 2
[0039]The operation method of secondary vulcanization and anti-deformation of rubber special-shaped parts in this embodiment, the steps are:
[0040] (1) Height adjustment: According to the maximum length of the special-shaped rubber parts of 15CM, the partition height between the beams 1 on the upper and lower surfaces of the support frame is adjusted to 20CM by tightening the bolts 2.
[0041] (2) Rod threading: string the cylindrical stainless steel rod 3 into the end of the special-shaped parts, and string the special-shaped parts sequentially in the same direction and at the same position. The total length of the strings is slightly less than the length of the beam 1. Do not produce extrusion phenomena such as cross winding.
[0042] (3) Placing rods: place the stringed cylindrical stainless steel rods 3 on the beam 1 .
[0043] (4) Secondary vulcanization: set the temperature of the secondary vulcanization oven at 165° C. and the process conditions of 180 minutes, and p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More