

A high-pressure differential pressure forming method for large thin-walled SIC-reinforced 2014 aluminum alloy matrix composite castings
A technology of aluminum alloy base and composite materials, which is applied in the field of high-pressure differential pressure forming, can solve the problems of micro-crack sources and uneven distribution of SiC reinforcement, and achieve the effect of improving uniformity, eliminating micro-crack sources, and achieving uniform distribution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0020] Specific Embodiment 1: In this embodiment, a high pressure differential pressure forming method for a large thin-walled SiC reinforced 2014 aluminum alloy matrix composite material casting is carried out according to the following steps:
[0021] Step 1. Take the SiC-reinforced 2014 aluminum alloy-based composite material and divide it into two parts, A and B, wherein part A accounts for 30% of the total weight of the SiC-reinforced 2014 aluminum-alloy-based composite material, and the rest is part B;
[0022] Step 2. Put part A in the crucible of the lower pressure tank of the anti-gravity forming device, and when it melts to 740°C, add part B, control the melt temperature at 700°C, and keep it warm for 20 minutes;
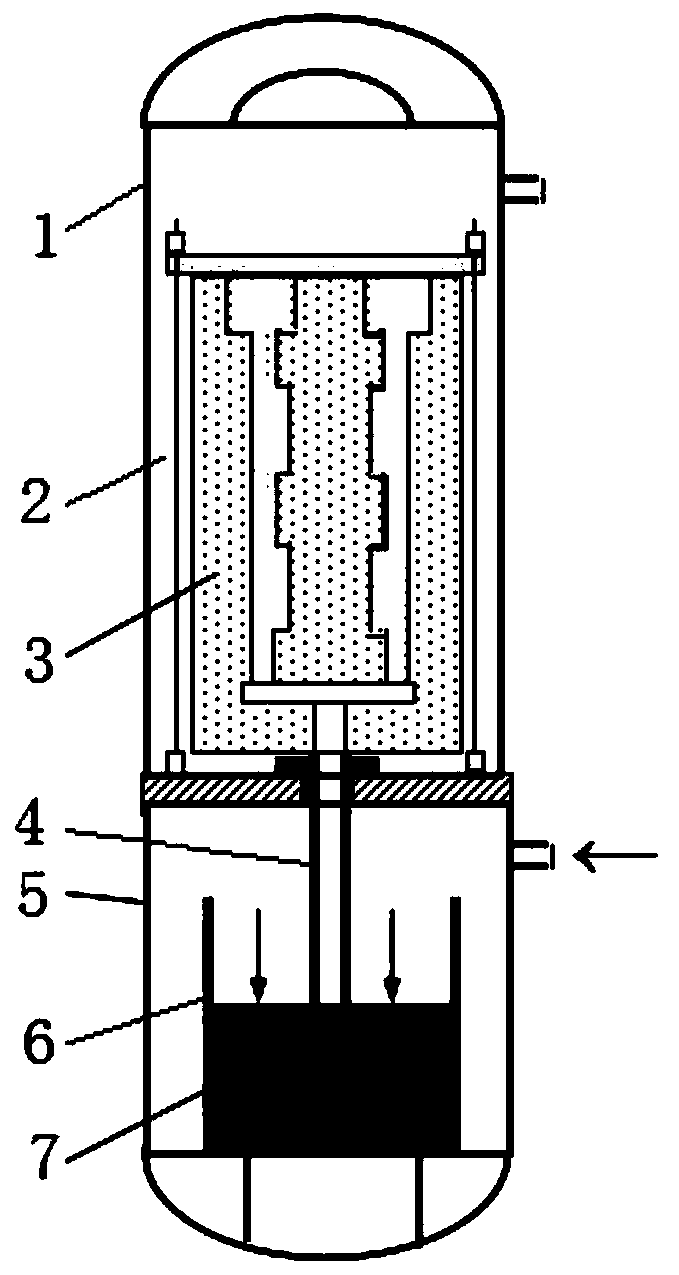
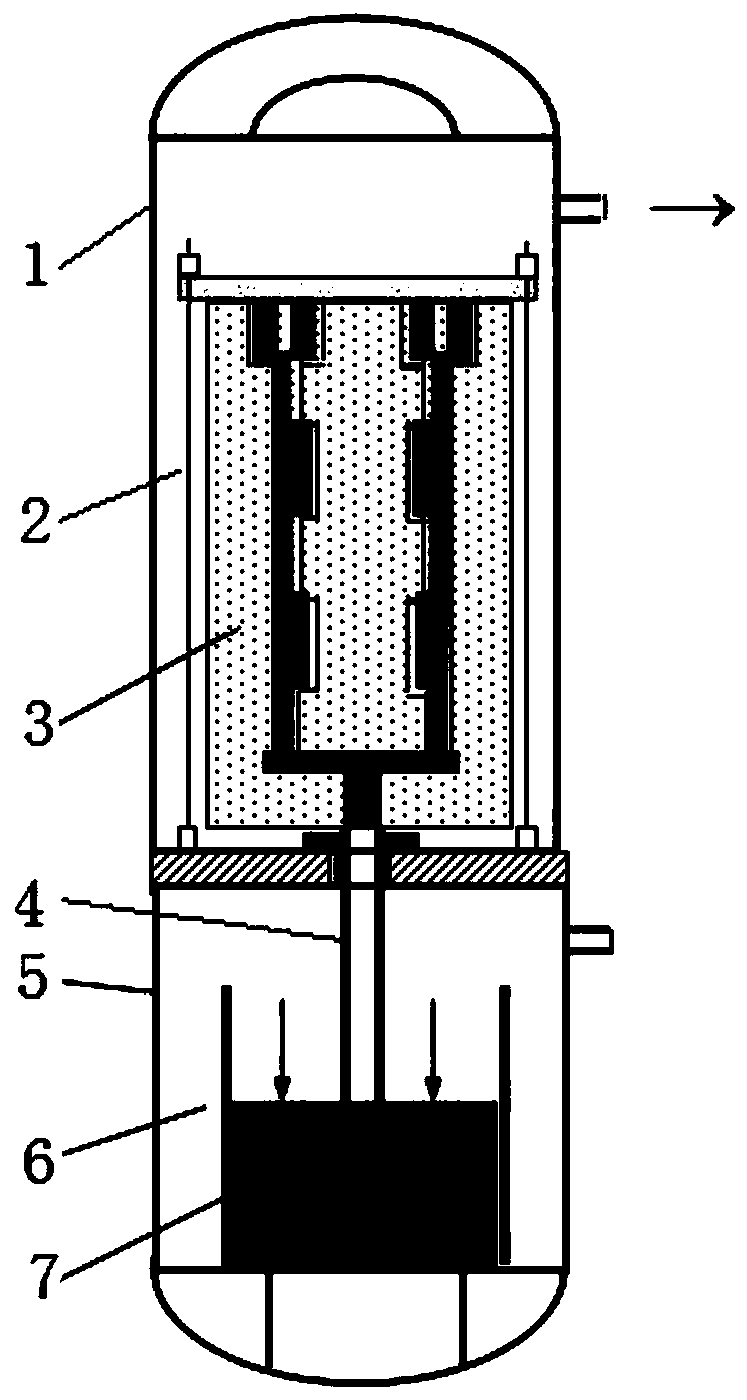
[0023] Step 3, then close the lower pressure tank, insert the riser pipe into the crucible, place and lock the mold, install the upper pressure tank and close it;
[0024] Step 4. Open the communication valve between the upper pressure tank and the lower p...
specific Embodiment approach 2
[0029] Specific implementation mode two: In this implementation mode, a high-pressure differential pressure forming method of a large thin-walled SiC reinforced 2014 aluminum alloy matrix composite material casting is carried out according to the following steps:
[0030] Step 1. Take the SiC-reinforced 2014 aluminum alloy-based composite material and divide it into two parts, A and B, wherein part A accounts for 40% of the total weight of the SiC-reinforced 2014 aluminum-alloy-based composite material, and the rest is part B;
[0031] Step 2. Put part A in the crucible of the lower pressure tank of the anti-gravity forming device, and when it melts to 720°C, add part B, control the melt temperature at 690°C, and keep it warm for 40 minutes;
[0032] Step 3, then close the lower pressure tank, insert the riser pipe into the crucible, place and lock the mold, install the upper pressure tank and close it;
[0033] Step 4. Open the communication valve between the upper pressure t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More