Integral forming punching die
A stamping die and integrated technology, applied in the direction of forming tools, metal processing equipment, manufacturing tools, etc., can solve problems such as fatigue, high development costs, and low demoulding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The specific embodiment of the present invention will be described in further detail by describing the embodiments below with reference to the accompanying drawings, the purpose is to help those skilled in the art to have a more complete, accurate and in-depth understanding of the concept and technical solutions of the present invention, and contribute to its implementation.
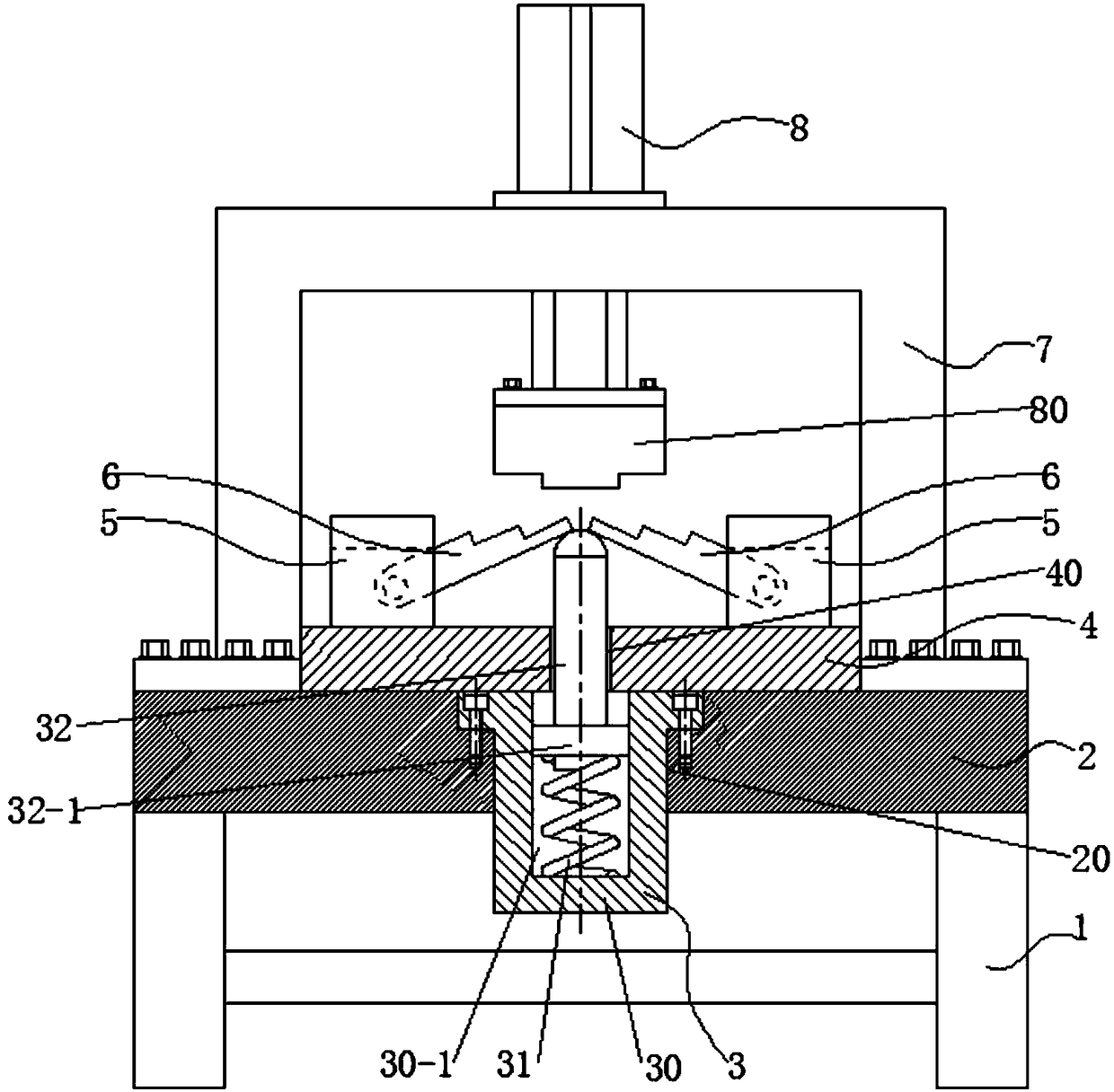
[0017] Such as Figure 1 to Figure 2 As shown, the present invention is a one-piece forming stamping die, which realizes mechanical and automatic demoulding after stamping and integral forming of small pieces of aluminum plates, improves the demoulding efficiency, and reduces the labor intensity of workers.
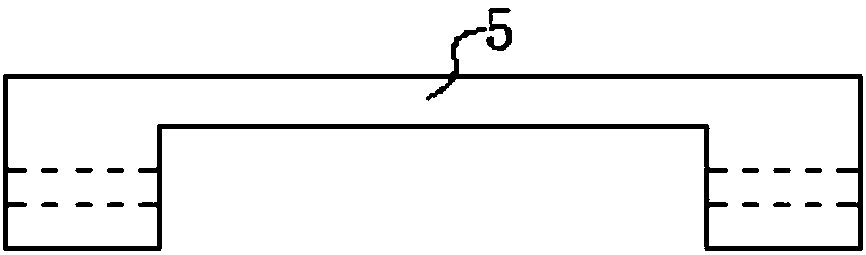
[0018] Specifically, if Figure 1 to Figure 2 As shown, it includes a support 1, a stamping platform 2, a discharge assembly 3, a pad 4, a door frame 5, a forming base plate 6, a door frame 2 7, and a hydraulic cylinder 8. The stamping platform 2 and the upper end of the support 1 Fixedly c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More