

Forming method of complex structural part
A technology for complex structures and structural parts, applied in the improvement of process efficiency, control equipment for metal extrusion, metal extrusion, etc., can solve problems such as difficult to adapt to structural iterative design and rapid response, and achieve high-performance manufacturing, fast and efficient manufacturing , the effect of improving the connection performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
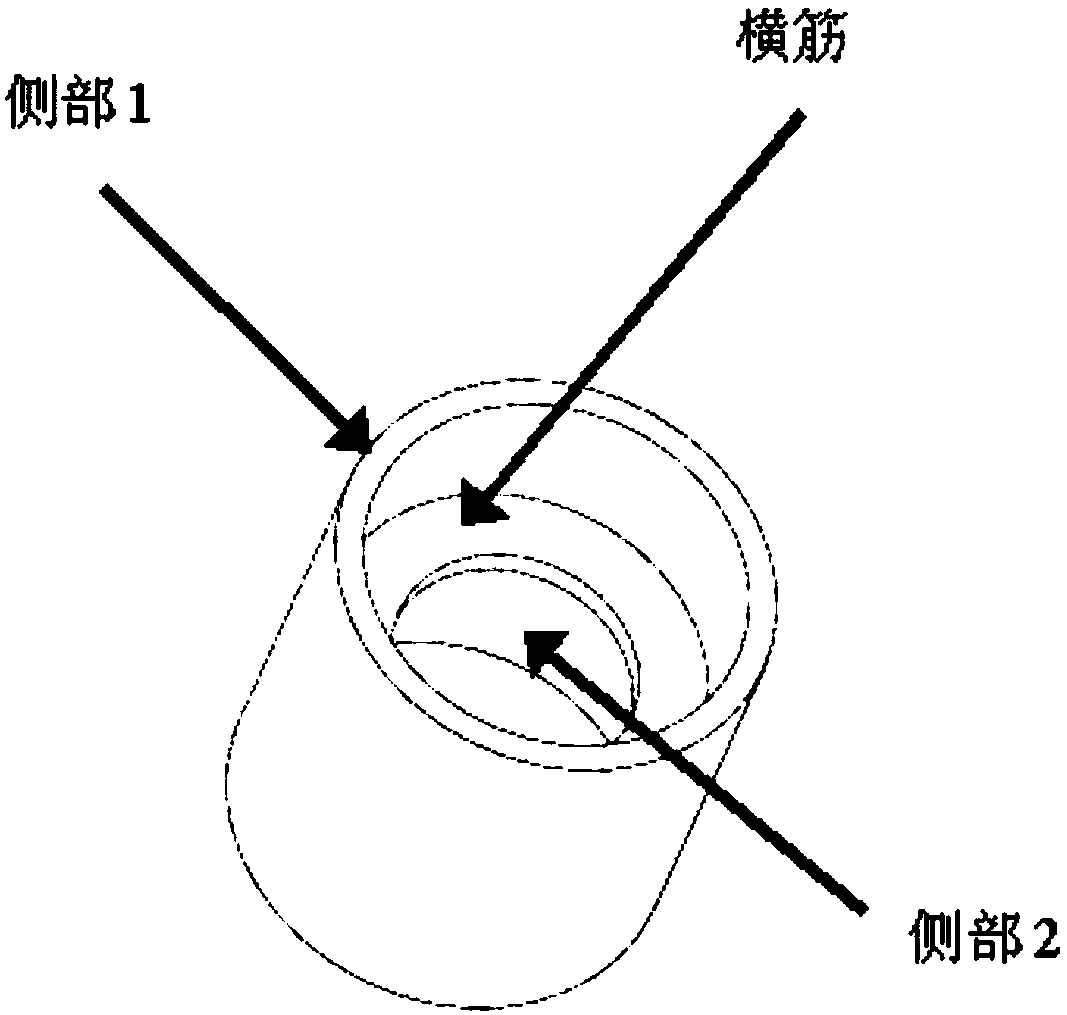
[0043] The structural part to be formed is: thin-walled double-sided asymmetric deep cavity structure, the material is 5A06 aluminum alloy, and the structural diagram is as follows figure 1 As shown, the basic wall thickness is 10mm, and the structure to be formed includes side 1, side 2 and transverse rib; the steps of the forming method of the structure to be formed include:
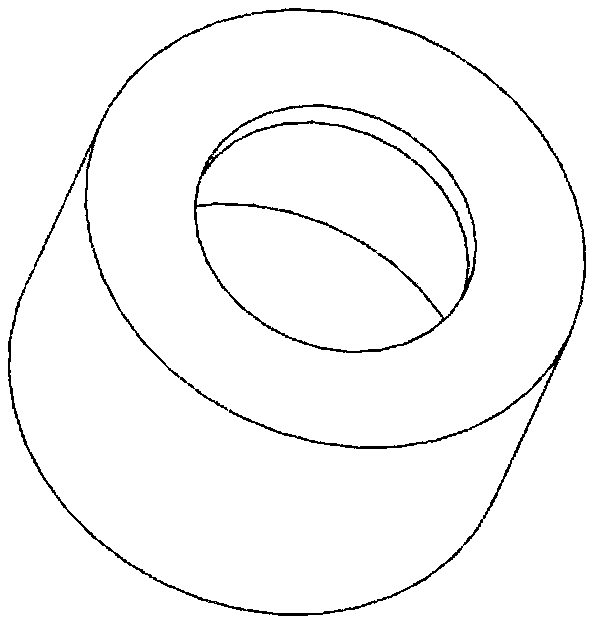
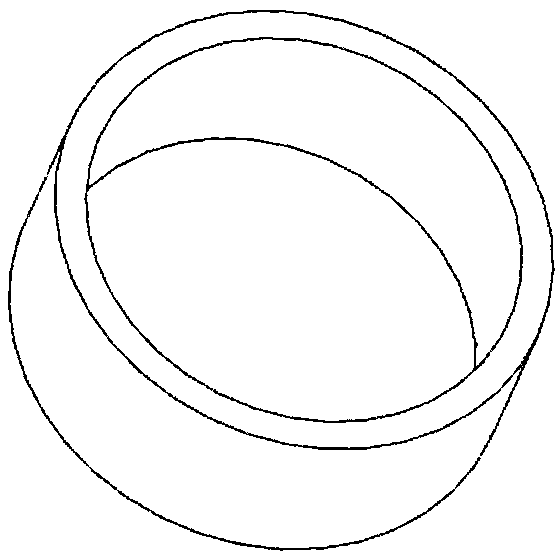
[0044] (1) The structural part to be formed is divided into two parts, the side part 2 and the transverse rib are used as the first matrix, such as figure 1 As shown, the side part 1 is used as the second base body, such as figure 2 shown;
[0045] (2) adopting the first base body in manufacturing step (1) by hot extrusion forming method;
[0046] (3) Manufacturing the second substrate on the first substrate manufactured in step (2) by using arc additive manufacturing technology;
[0047] In the described step (3), the detailed steps of manufacturing the second substrate are:
[0048] Firstly, the...
Embodiment 2
[0054] The structural part to be formed is: a constant cross-section structure with a circular boss, and the material is 5A06 aluminum alloy. The schematic diagram of the structure is as follows Figure 4 As shown, the basic wall thickness is 10mm, and the steps of the forming method of the structure to be formed include:
[0055] (1) Divide the structural part to be formed into two parts, and use a square frame with equal cross-section as the first matrix, such as Figure 5 As shown, the circular boss is used as the second base, such as Image 6 shown;
[0056] (2) adopting the first base body in manufacturing step (1) by hot extrusion forming method;
[0057] (3) Manufacturing the second substrate on the first substrate manufactured in step (2) by using arc additive manufacturing technology;
[0058] In the described step (3), the detailed steps of manufacturing the second substrate are:
[0059] Firstly, the area to be added on the first substrate is polished flat; seco...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More