

Solar cell film material assembling device
A technology for solar cells and assembling equipment, which is applied to circuits, photovoltaic power generation, electrical components, etc., can solve the problems of low production efficiency of thin-film solar cells and poor performance of thin-film solar cells, and achieves simple and convenient positioning, clamping and cutting processes. Production efficiency, the effect of reducing the workload of workers
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] In order to make the object, technical solution and advantages of the present invention clearer, the implementation manner of the present invention will be further described in detail below in conjunction with the accompanying drawings.
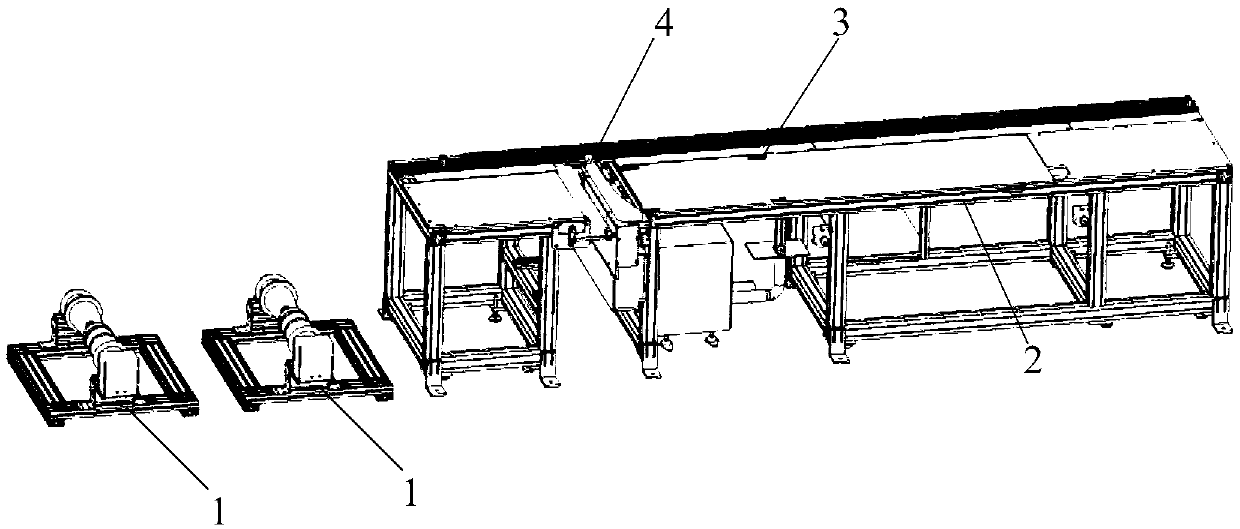
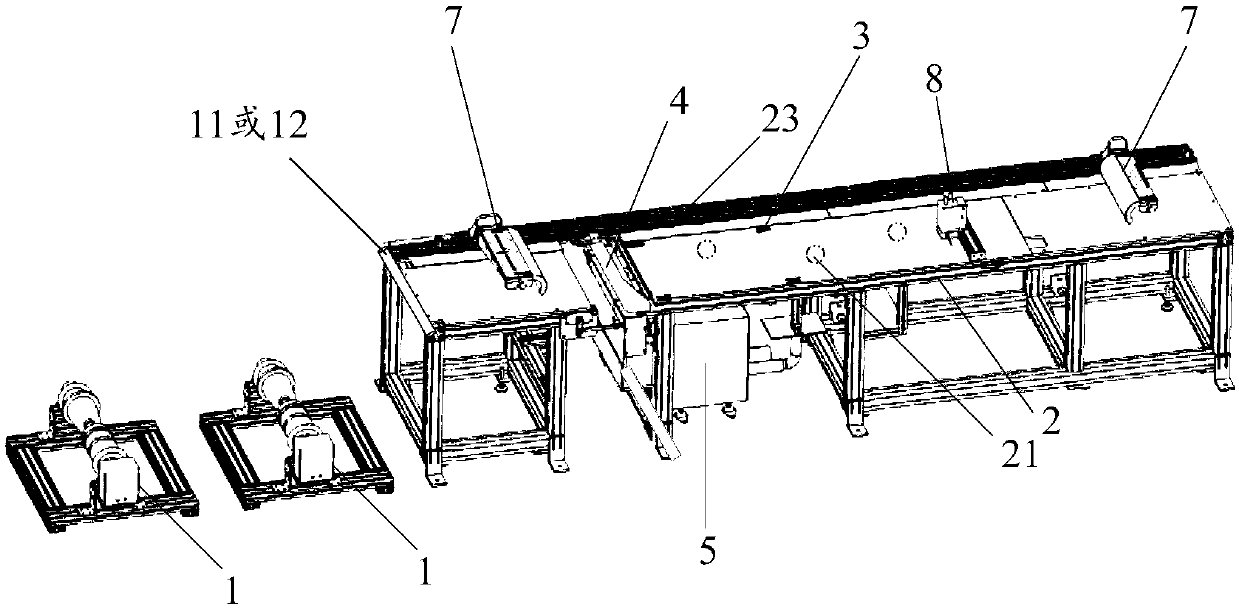
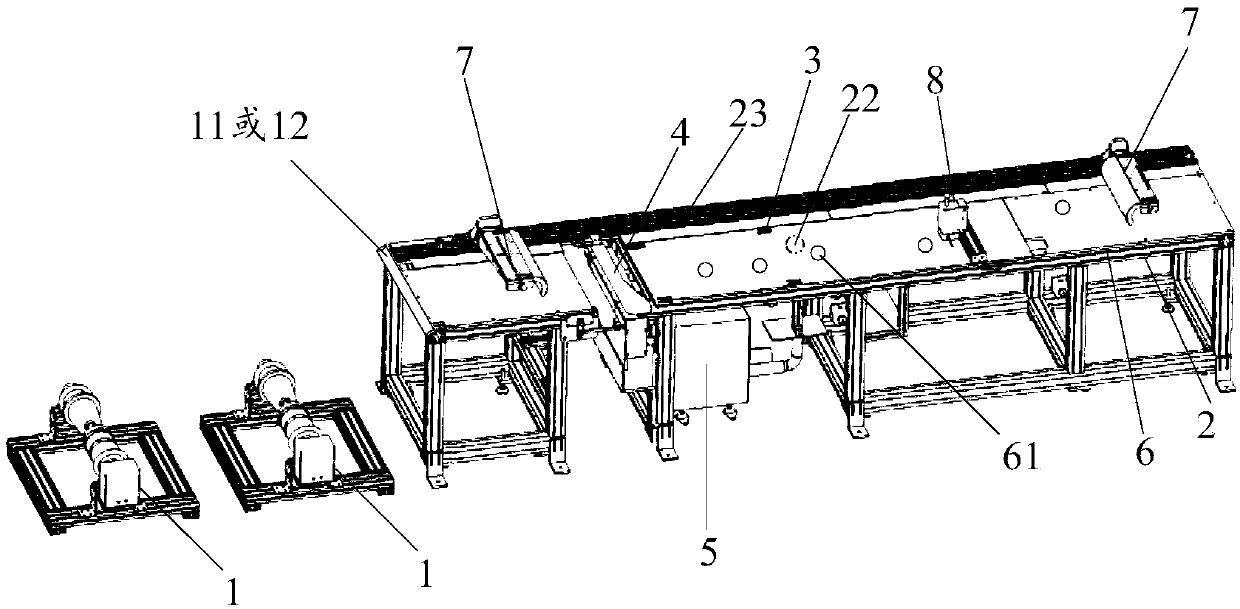
[0033] figure 1 It is a schematic structural diagram of a solar cell film assembly equipment provided by an embodiment of the present invention. Such as figure 1 As shown, the solar cell membrane assembly equipment includes: a film unwinding device 1 , a laying platform 2 , a film positioning and clamping device 3 and a film cutting device 4 .
[0034] The film unwinding device 1 is used for loading and unwinding the loaded film; the laying platform 2 is used for laying the film unwound by the film unwinding device 1; the film positioning and clamping device 3 and the laying platform 2 The connection is used for positioning and clamping the film laid on the laying platform 2; the film cutting device 4 is connected with the laying pla...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More