

A Welding Process of Fixed Guide Vane with No Welding Groove Structure at Water Edge
A technology of fixing guide vanes and water inlets, applied in manufacturing tools, metal processing equipment, workpiece edge parts, etc., can solve the problems of low assembly efficiency, waste of support ties, waste of welding and auxiliary materials, etc., and achieves easy assembly operation. , The welding shrinkage is uniform, and the effect of improving the manufacturing quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
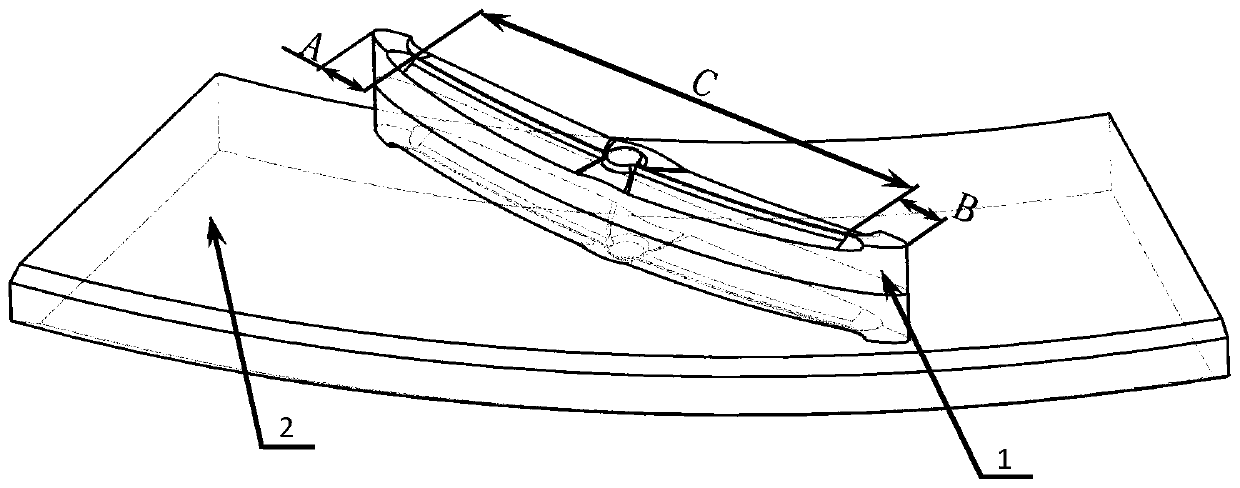
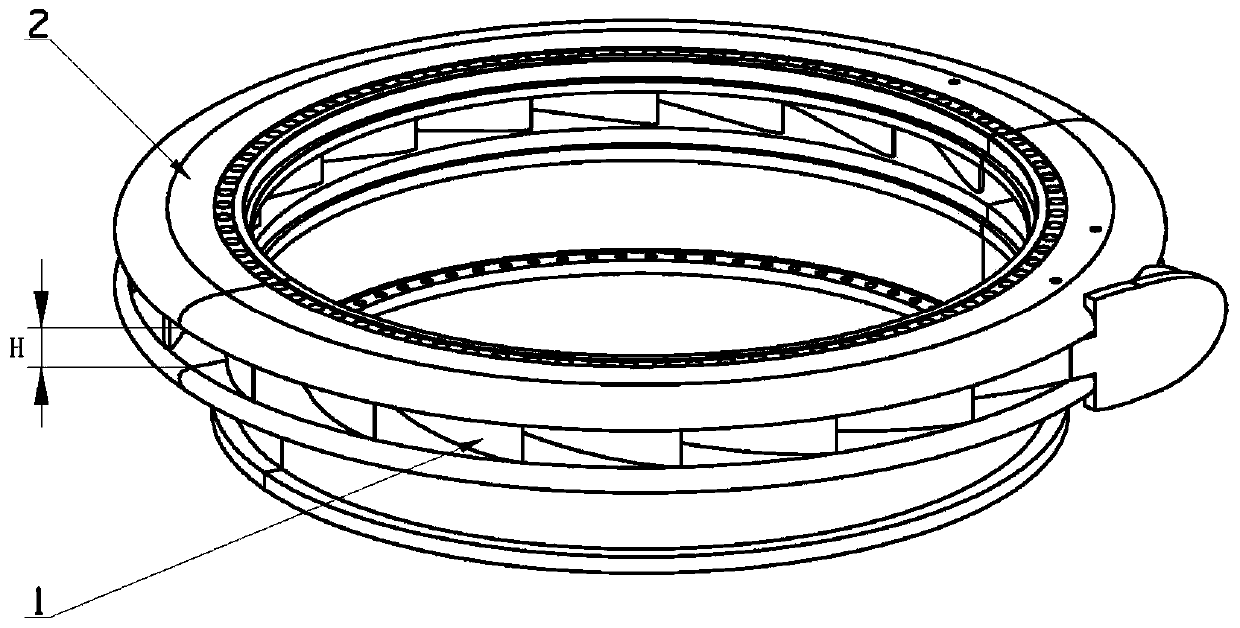
[0018] Such as figure 1 The present invention shown is a fixed guide vane welding process with no welding groove structure at the water inlet and outlet. It is used to replace the traditional fixed guide vane welding process. ring product manufacturing quality. The specific embodiment of the present invention is as follows: 1) The traditional T-shaped groove weld joint form between the fixed guide vane 1 and the seat ring ring plate 2 within the range of the water inlet side B and the water outlet side A is changed to a T-shaped fillet weld The form of seam joint, the contact form is changed from groove blunt edge contact to plane contact. The middle groove area C of the fixed guide vane is processed into a U-shaped groove, and the matching form between the middle groove area C of the fixed guide vane and the ring plate 2 of the seat ring is the blunt edge contact of the groove, and the middle groove area C of the fixed guide vane 1 The planes at both ends of the water inlet...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More