

Calculation method for two-stand temper mill finished plate surface roughness characteristic parameters
A technology of surface roughness and roughness, which is applied in the field of calculation of surface roughness characteristic parameters of finished panels of double-rack leveling units, can solve the problems of not being proposed and the model not being able to be applied concretely.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
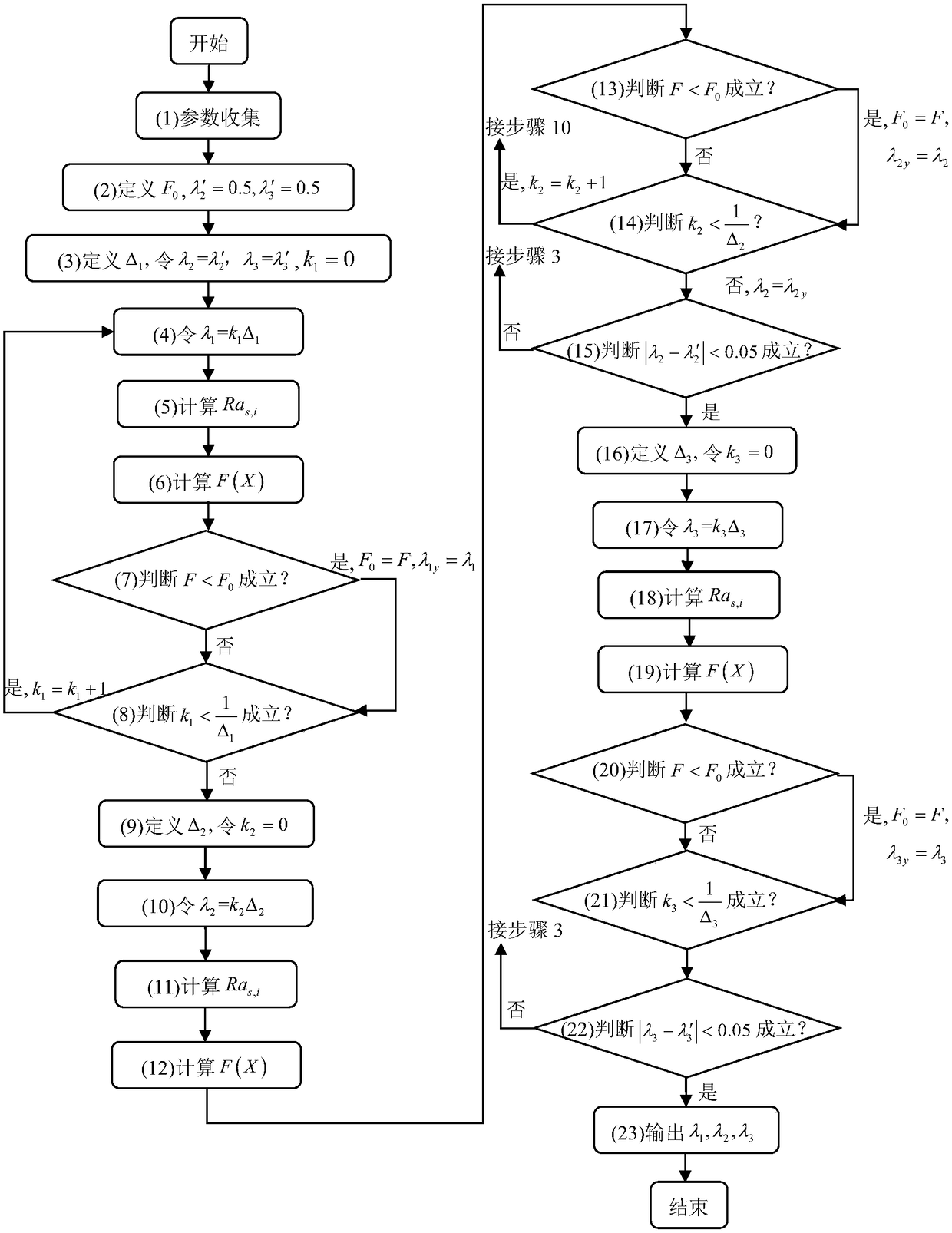
[0047] (1) Parameter collection, mainly including: surface roughness of finished strip steel
[0048] Ra' s,i ={0.544, 0.493; 0.523, 0.485; 0.516, 0.490; 0.595, 0.454; 0.446, 0.460; 0.476, 0.444; 1.538, 1.408; 1.486, 1.436; Ra s0,i ={0.864,0.544,0.818,0.818,0.552,0.552,0.568,0.568,0.478,0.478}μm, strip thickness h i ={0.18,0.17,0.17,0.18,0.18,0.18,0.354,0.354,0.199,0.21}mm, strip deformation resistance k i ={460,460,390,390,460,460,270,270,390,390}Mpa,
[0049] Total elongation ε i ={0.73,0.75,0.96,0.95,0.81,0.80,1.55,1.51,0.98,1.15}, 1# roll original surface roughness Ra r01,i ={1.63,1.63,1.63,1.63,1.63,1.63,1.64,1.64,1.63,1.63}μm, 1# rolling kilometers L 1,i ={651.64,710,750.81,870.65,810.23,862.56,13.093,26.326,14.439,24}km, 2# roll original surface roughness Ra r02,i ={0.42,0.42,0.42,0.42,0.42,0.42,2.97,2.97,0.70,0.70}μm, 2# rolling kilometers
[0050] L 2,i ={651.64,710,750.81,870.65,810.23,862.56,13.093,26.326,14.439,24}km, i=1,2,,,10;
[0051] (2) Set the init...
Embodiment 2
[0081] (1) Parameter collection, mainly including: surface roughness Ra' of finished strip steel s,i ={0.644, 0.646; 0.677, 0.687; 0.546, 0.574; 0.523, 0.485; 0.516, 0.490; 0.595, 0.454; 0.446, 0.460; 0.476, 0.444; Ra s0,i ={0.864,0.864,0.818,0.818,0.552,0.552,0.568,0.568,0.678,0.678}μm, strip thickness h i ={0.17,0.17,0.18,0.18,0.17,0.18,0.35,0.34,0.159,0.21}mm, strip deformation resistance k i ={460,460,390,390,460,460,270,270,390,390}Mpa, total elongation ε i ={0.63,0.77,0.86,0.92,0.83,0.80,1.15,1.21,0.78,0.95}, 1# roll original surface roughness Ra r01,i ={1.63,1.63,1.63,1.63,1.63,1.63,1.64,1.64,1.63,1.63}μm, 1# rolling kilometers L 1,i ={551.64,510,650,820.65,710.23,862.55,23.093,26.326,16.439,24}km, 2# roll original surface roughness Ra r02,i ={0.42,0.42,0.42,0.42,0.42,0.42,2.97,2.97,0.70,0.70}μm, 2# rolling kilometers L 2,i ={551.64,510,650,820.65,710.23,862.55,23.093,26.326,16.439,24}km,i=1,2,,,10;
[0082] (2) Set the initial value of the objective function F ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More