A Calculation Method of Characteristic Parameters of Surface Roughness of Finished Board of Double-frame Skin-passing Unit
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A calculation method and technology of surface roughness, which are applied in the field of calculation of surface roughness characteristic parameters of finished panels of double-rack leveling units, and can solve the problems of not being proposed and the model not being able to be applied specifically.
Active Publication Date: 2020-01-07
YANSHAN UNIV
View PDF4 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Many coefficients are involved in the process of establishing the prediction model of the surface roughness of the steel strip. The previous research on this aspect only stays at the theoretical stage, and a set of methods for calculating these coefficients has not been proposed, which makes the model unable to be applied concretely. For this reason, it is very important to invent a calculation method for the characteristic parameters of the finished board surface roughness of the double-frame skin pass unit.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
[0046] Ra′ s,i ={0.544,0.493; 0.523, 0.485; 0.516, 0.490; 0.595, 0.454; 0.446, 0.460; 0.476, 0.444; 1.538, 1.408; 1.486, 1.436; 0.744, 0.730; 0.706, 0.677} μm, the original surface roughness of the strip Ra s0,i ={0.864,0.544,0.818,0.818,0.552,0.552,0.568,0.568,0.478,0.478}μm, strip thickness h i ={0.18,0.17,0.17,0.18,0.18,0.18,0.354,0.354,0.199,0.21}mm, strip deformation resistance k i ={460,460,390,390,460,460,270,270,390,390}Mpa,
[0047] Total elongation ε i ={0.73,0.75,0.96,0.95,0.81,0.80,1.55,1.51,0.98,1.15}, the original surface roughness of 1# roll Ra r01,i ={1.63,1.63,1.63,1.63,1.63,1.63,1.64,1.64,1.63,1.63}μm, 1# rolling kilometers L 1,i ={651.64,710,750.81,870.65,810.23,862.56,13.093,26.326,14.439,24}km, 2# original surface roughness of the roll Ra r02,i ={0.42,0.42,0.42,0.42,0.42,0.42,2.97,2.97,0.70,0.70}μm, 2# rolling kilometers
[0048] L 2,i ={651.64,710,750.81,870.65,810.2...
Embodiment 2
[0079] (1) Parameter collection, mainly including: surface roughness Ra' of finished strip steel s,i = {0.644, 0.646; 0.677, 0.687; 0.546, 0.574; 0.523, 0.485; 0.516, 0.490; 0.595, 0.454; 0.446, 0.460; 0.476, 0.444; 0.465, 0.475; 0.526, 0.574} μm, the original surface roughness of the strip Ra s0,i ={0.864,0.864,0.818,0.818,0.552,0.552,0.568,0.568,0.678,0.678}μm, strip thickness h i ={0.17,0.17,0.18,0.18,0.17,0.18,0.35,0.34,0.159,0.21}mm, strip steel deformation resistance k i = {460,460,390,390,460,460,270,270,390,390}Mpa, total elongation ε i ={0.63,0.77,0.86,0.92,0.83,0.80,1.15,1.21,0.78,0.95}, the original surface roughness of the 1# roll Ra r01,i ={1.63,1.63,1.63,1.63,1.63,1.63,1.64,1.64,1.63,1.63}μm, 1# rolling kilometers L 1,i ={551.64,510,650,820.65,710.23,862.55,23.093,26.326,16.439,24}km, 2# original surface roughness of the roll Ra r02,i ={0.42,0.42,0.42,0.42,0.42,0.42,2.97,2.97,0.70,0.70}μm, 2# rolling kilometers L 2,i ={551.64,510,650,820.65,710.23,862.55,23.093,26....
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
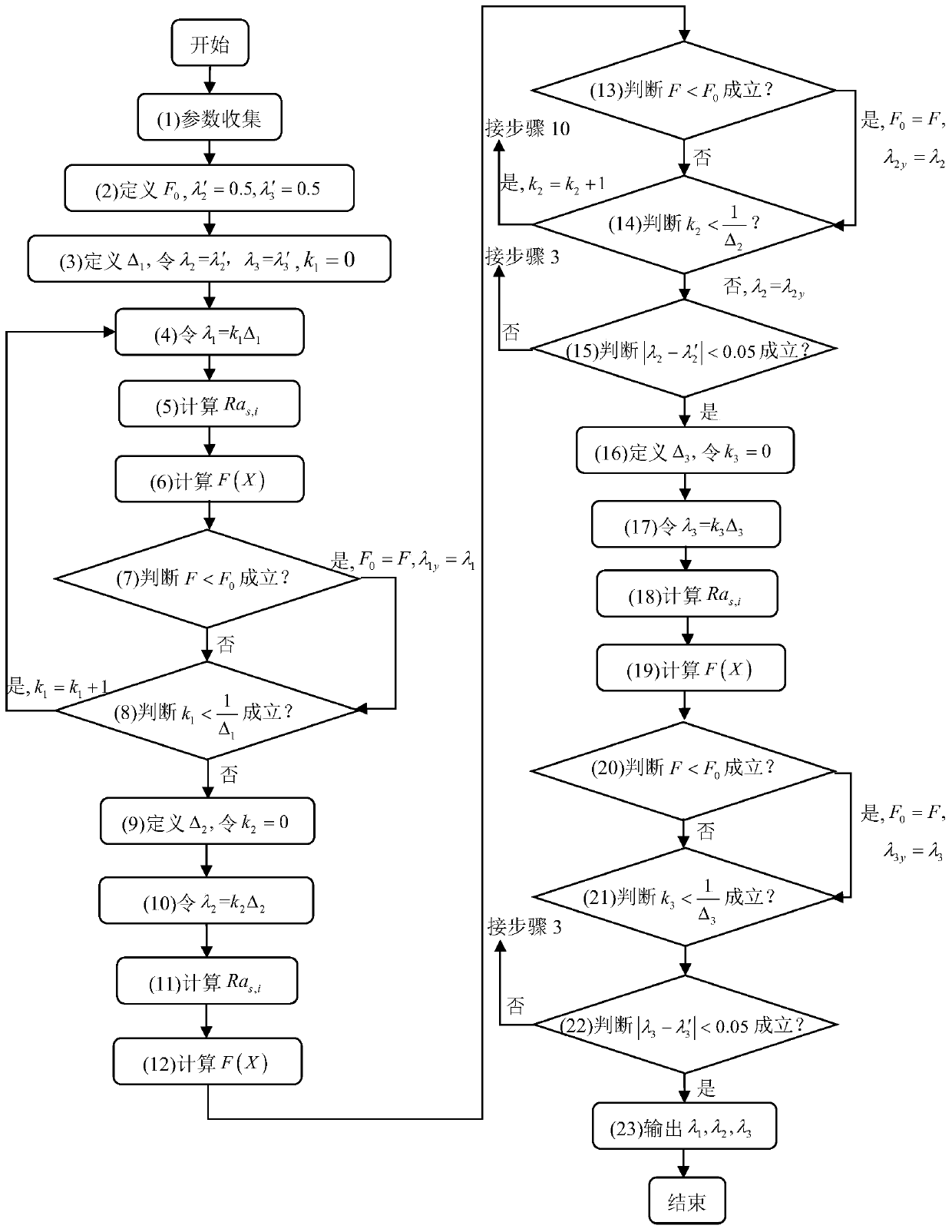
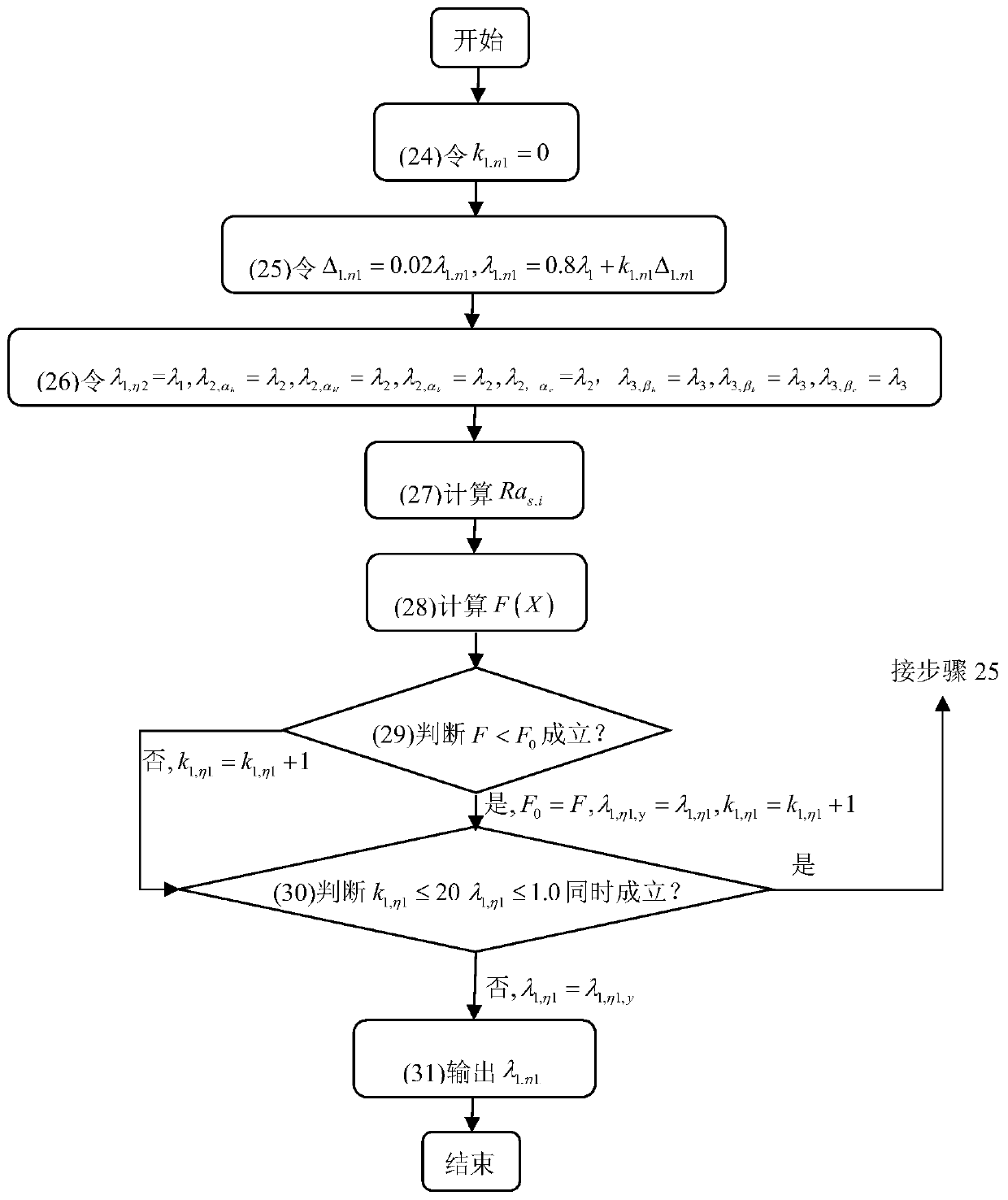
The invention discloses a calculation method for two-stand temper mill finished plate surface roughness characteristic parameters. The calculation method comprises the following steps that (1) parameters are collected; (2) a target function initial value F0 is set; (3) lambda2 is set to be equal to lambda2', and lambda3 is set to be equal to lambda3'; (4) lambda1 is set to be equal to k1delta1; (5) the finished product strip steelsurface roughness Ras,i under the current state is calculated; (6) a target function F(X) is calculated; (7) whether an inequality F<F0 is met or not is judged; (8)whether an inequality k1<1 / delta1 is met or not is judged; (9) a comprehensive imprinting rate influence coefficient adjustment factor optimization step size delta2 is defined; (10) lambda2 is set tobe equal to k2delta2; (11) the finished product strip steelsurface roughness Ras,i under the current state is calculated; (12) the target function F(X) is calculated; (13) whether the inequality F<F0is met or not is judged; and (14) an inequality k2<1 / delta2 is met or not is judged; and other steps are carried out. According to the calculation method, on the basis of deeply researching the stripsteel surface roughness forming mechanism in temper rolling process, the calculation method for the two-stand temper mill finished plate surface roughness characteristic parameters is established, and the foundation is laid for the development of the strip steel surface roughness control technology.
Description
Technical field [0001] The patent relates to the field of cold rolling, in particular to a method for calculating the surface roughness characteristic parameters of the finished plate of a double-stand leveling unit. Background technique [0002] The cold-rolled strip production process is generally: pickling-rolling-annealing-smoothing-shearing-crimping. Level rolling is a key process in strip steel. The purpose is to eliminate the yield platform that exists in the steel plate after recrystallization and annealing, improve the flatness, eliminate discontinuous plastic deformation and obtain a uniform surface. The leveling process of the double-frame leveling unit mainly includes the following processes: winding car-uncoiler-entrance S roller-front side tension roller-leveling machine-rear side tension roller-exit S roller-coiling machine-unloading car —Unloading / packing / steel coil storage. In the smooth rolling of strip steel, the surface roughness prediction of the finished ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.




 Login to View More
Login to View More  Login to View More
Login to View More