

Mixed cooling low-pressure wheel hub mold
A technology of mixed cooling and low pressure wheel, applied in the field of low pressure wheel hub mold and mixed cooling low pressure wheel hub mold, can solve the problems of large shrinkage hole, rim shrinkage defect, air tightness, casting defect, etc., to achieve fast cooling speed and improve production quality and overall strength, good chilling effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
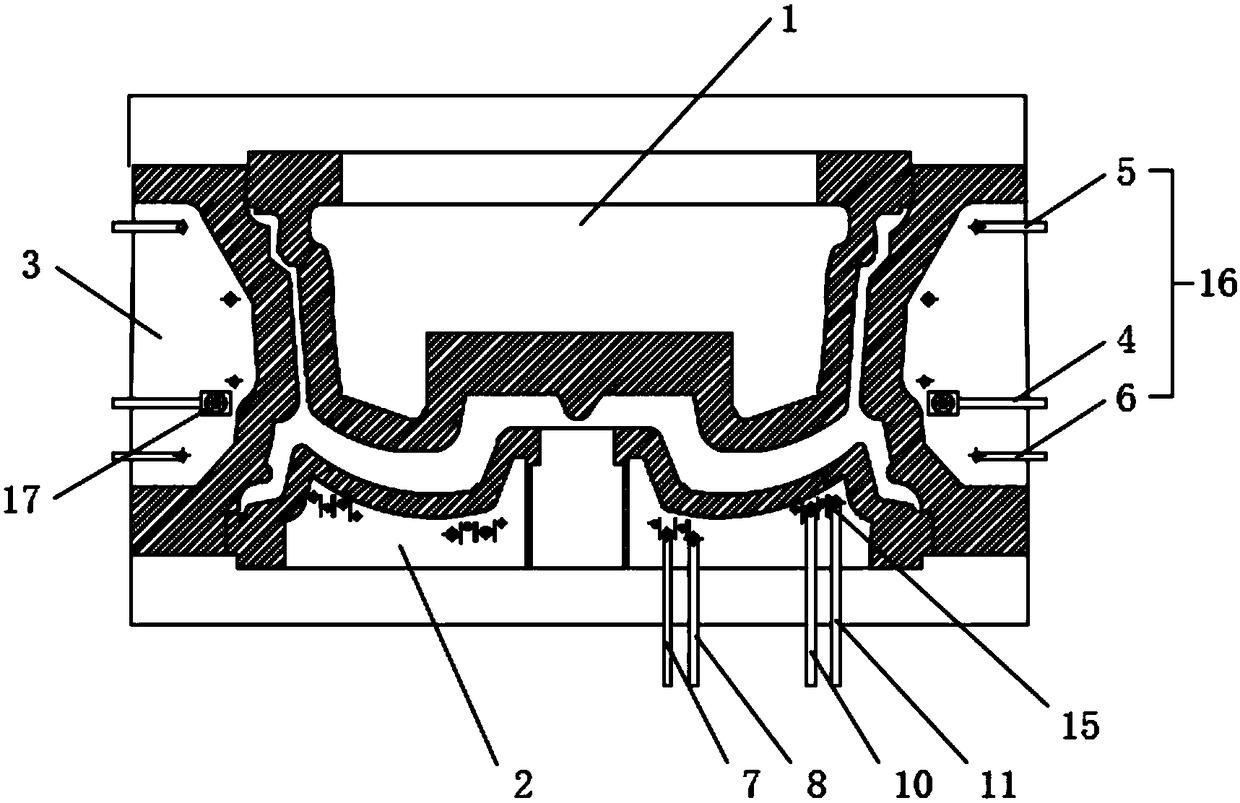
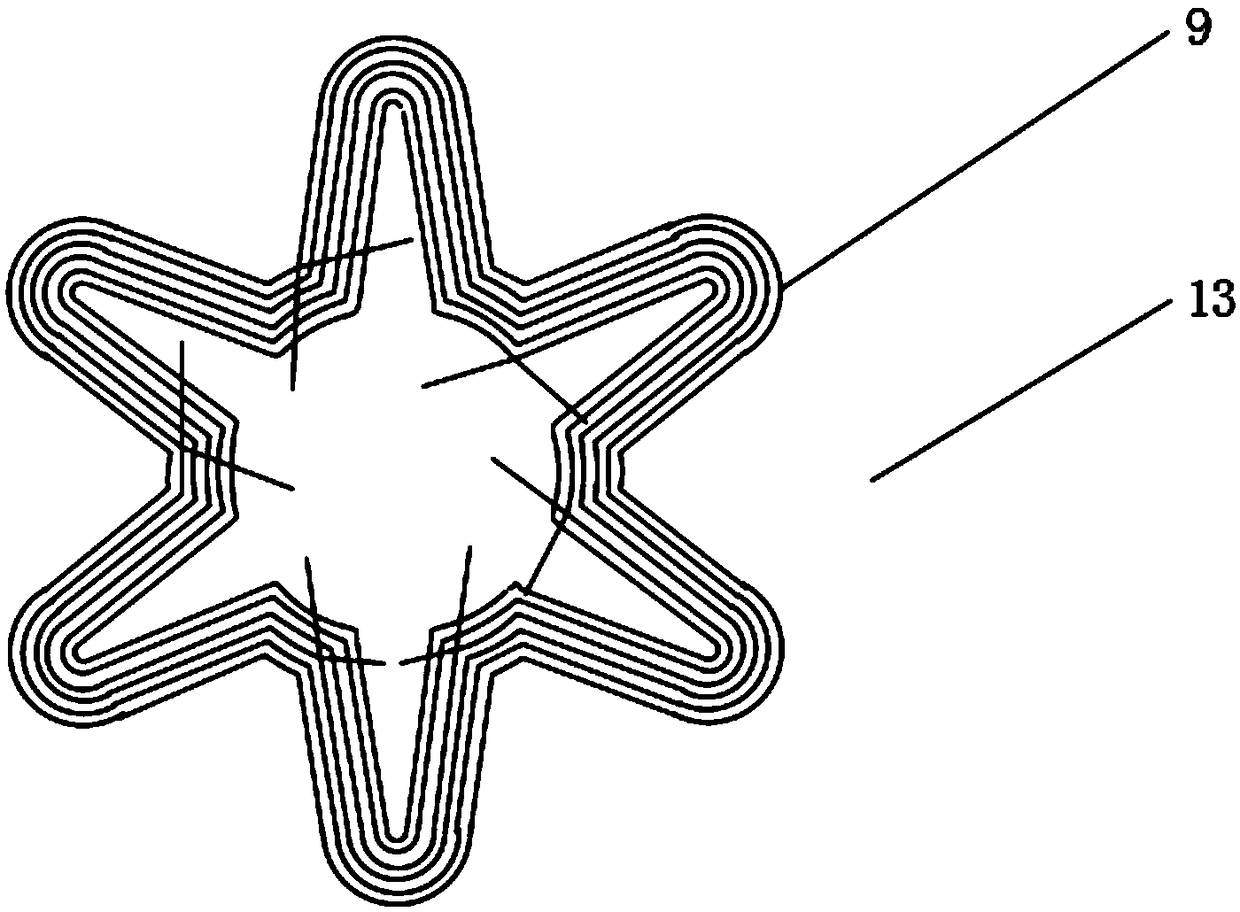
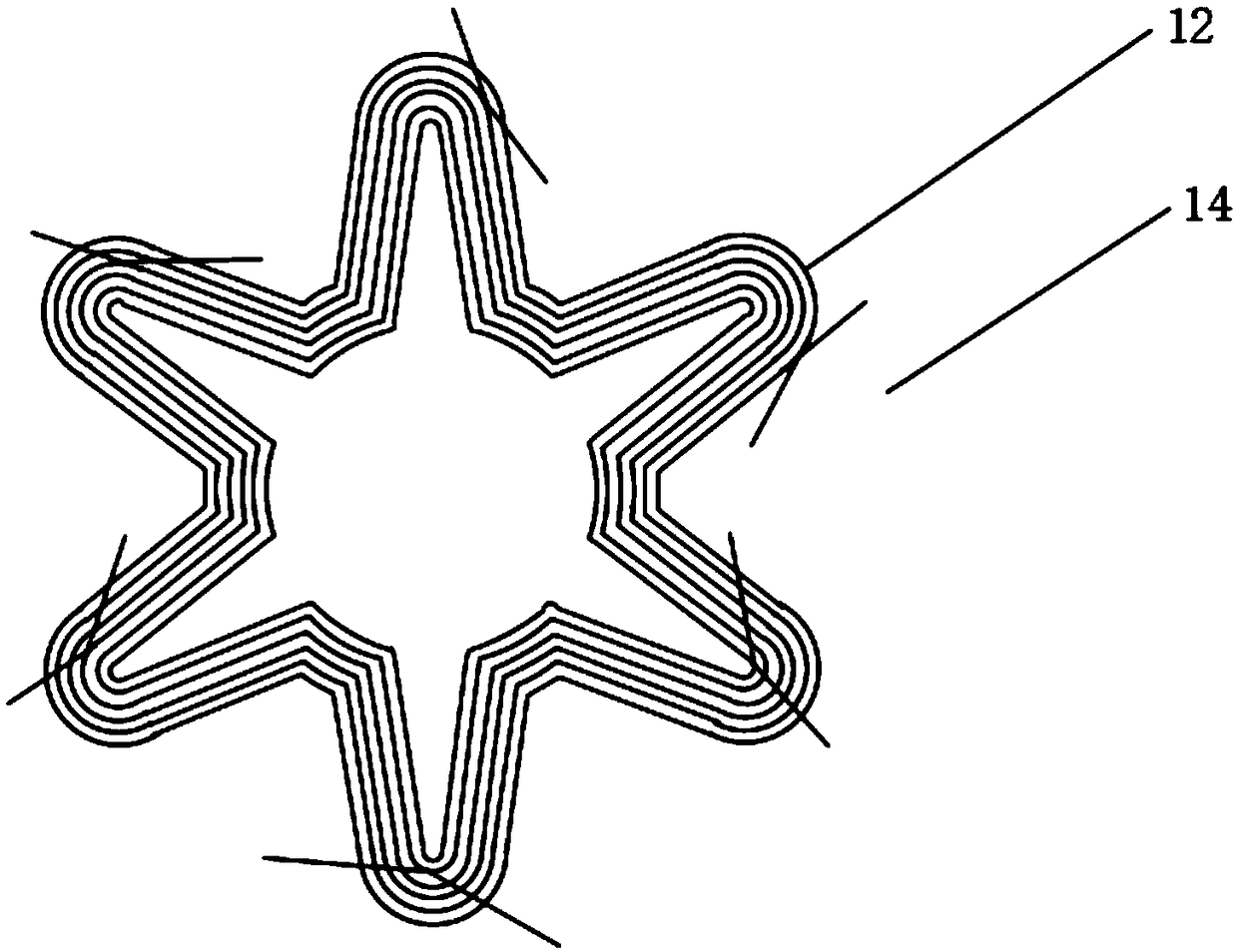
[0015] Such as Figure 1-3 Shown: a hybrid cooling low-pressure wheel hub mold, including upper mold 1, lower mold 2 and side mold 3, upper mold 1, lower mold 2 and two side molds 3 can jointly form a casting model for casting a wheel hub, side mold 3 The rim water-cooling mechanism 16 is provided inside, and the rim water-cooling mechanism 16 includes a diversion pipe 4, an upper diversion pipe 5 and a lower diversion pipe 6, and the upper diversion pipe 5 an...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More