

Method for bushing repairing of thread hole
A technology of threaded holes and inserts, which is applied in the field of mechanical parts repair and treatment, to achieve the effects of preventing misalignment, improving integrity and strong applicability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0040] A method for repairing threaded blind holes with inserts, comprising the steps of:
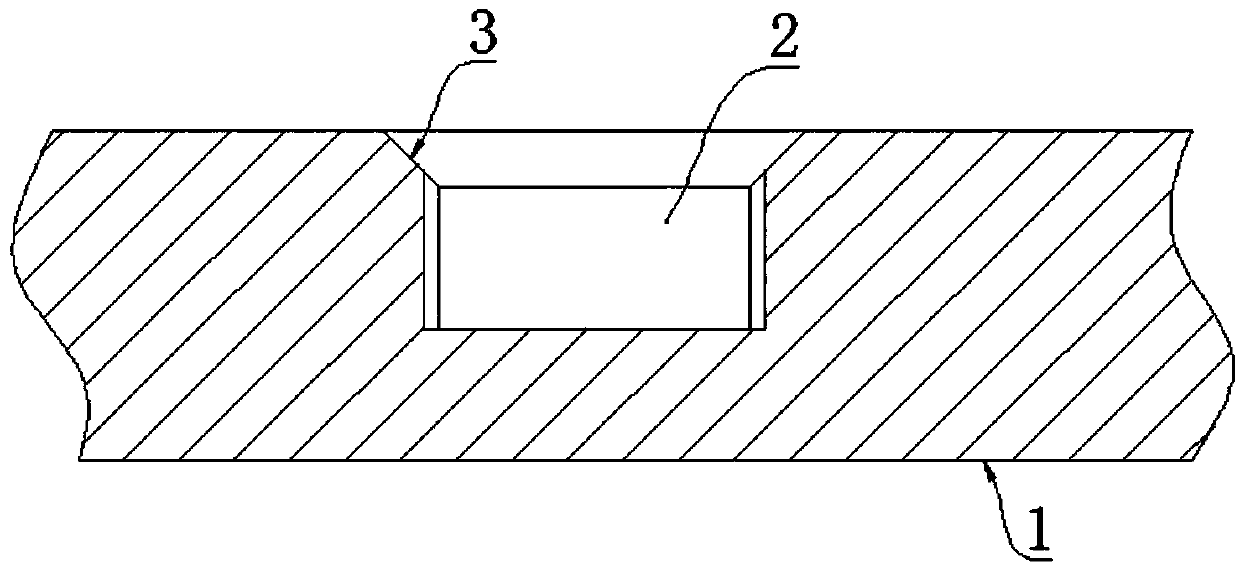
[0041] S1. Reaming and eliminating defects: expand the threaded hole A2 to be repaired to the pre-designed insert size, eliminate the defective part, and spot-face a 30° chamfer 3 on the top edge of the threaded hole A2;
[0042] S2. Preparation of filling parts: select the same or similar material as the base metal 1, and turn out bolts suitable for the threaded hole A2;
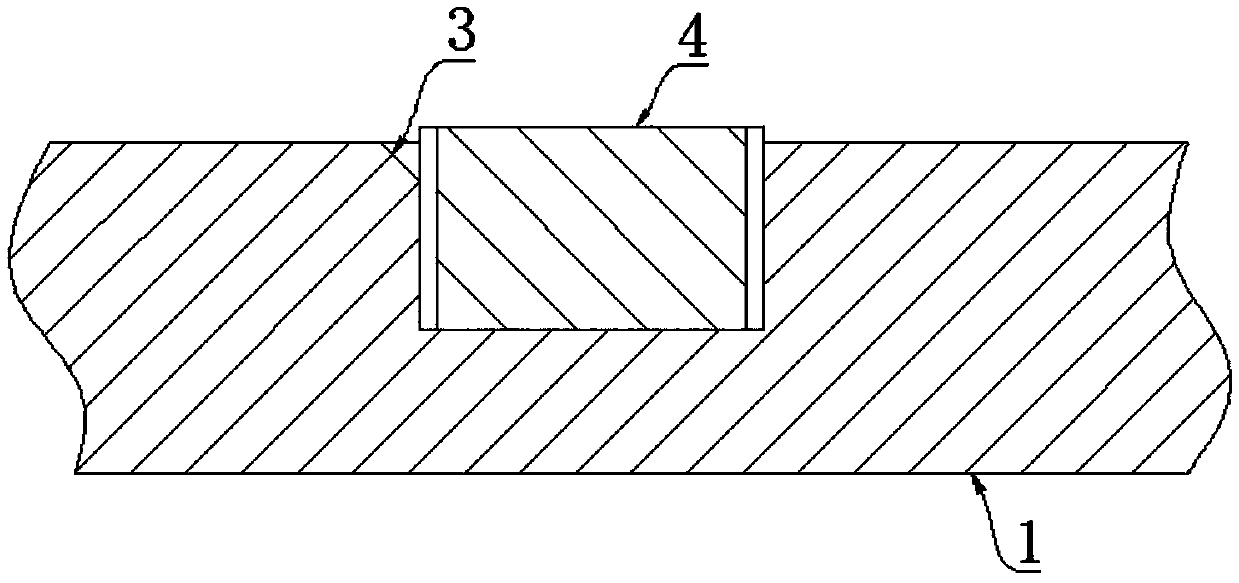
[0043] S3. Filling the threaded hole: apply high-strength thread-locking glue on the periphery of the bolt, and then assemble it into the threaded hole A2;
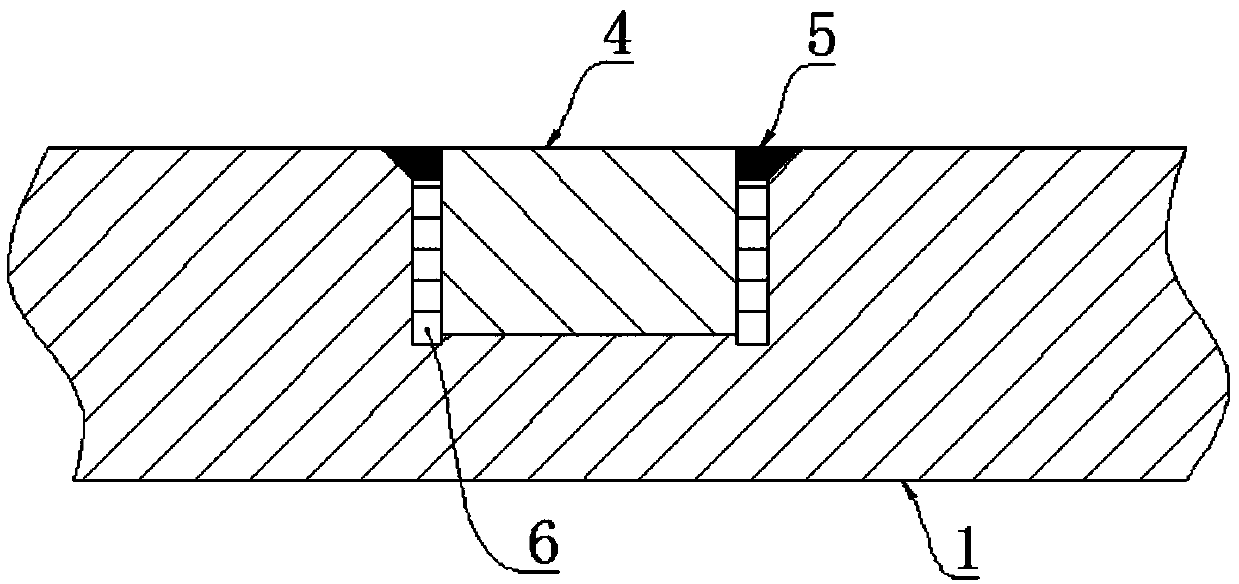
[0044] S4. Welding: Weld the bolt at the chamfer 3 according to the welding parameters, and weld the chamfer 3 to the full, and control the welding deformation during the welding process;
[0045] S5. Initial leveling: milling off the part of the filling part 4 that exceeds the surface of the base material 1, and reserve a margin for subsequent processes;
[0...
Embodiment 2
[0054] A method for repairing threaded blind holes with inserts, comprising the steps of:
[0055] S1. Reaming and eliminating defects: expand the threaded hole A2 to be repaired to the pre-designed insert size, eliminate the defective part, and spot-face a 60° chamfer 3 on the top edge of the threaded hole A2;
[0056] S2. Prepare filler: select the same or similar material as the base material 1, and turn out filler 4 that is compatible with the threaded hole A2;
[0057] S3. Filling the threaded hole: apply high-strength thread-locking glue on the 4 sides of the filler, and then assemble it into the threaded hole A2;
[0058] S4. Welding: welding the filler 4 at the chamfer 3 according to the welding parameters, and welding the chamfer 3 completely, and controlling the welding deformation during the welding process;
[0059] S5. Initial leveling: milling off the part of the filling part 4 that exceeds the surface of the base material 1, and reserve a margin for subsequent ...
Embodiment 3
[0066] A method for repairing threaded blind holes with inserts, comprising the steps of:
[0067] S1. Reaming and eliminating defects: expand the threaded hole A2 to be repaired to the pre-designed insert size, eliminate the defective part, and spot-face a 45° chamfer 3 on the top edge of the threaded hole A2;
[0068] S2. Prepare filler: select the same or similar material as the base material 1, and turn out filler 4 that is compatible with the threaded hole A2;
[0069] S3. Filling the threaded hole: apply high-strength thread-locking glue on the 4 sides of the filler, and then assemble it into the threaded hole A2;
[0070] S4. Welding: welding the filler 4 at the chamfer 3 according to the welding parameters, and welding the chamfer 3 completely, and controlling the welding deformation during the welding process;
[0071] S5. Initial leveling: milling off the part of the filling part 4 that exceeds the surface of the base material 1, and reserve a margin for subsequent ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More