

Precision casting forming method of thin-wall variable section casting
A technology of precision casting and variable cross-section, which is applied in casting molding equipment, mold components, molds, etc., and can solve problems such as difficulty in establishing, many isolated thermal joints, shrinkage cavities, and shrinkage porosity.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
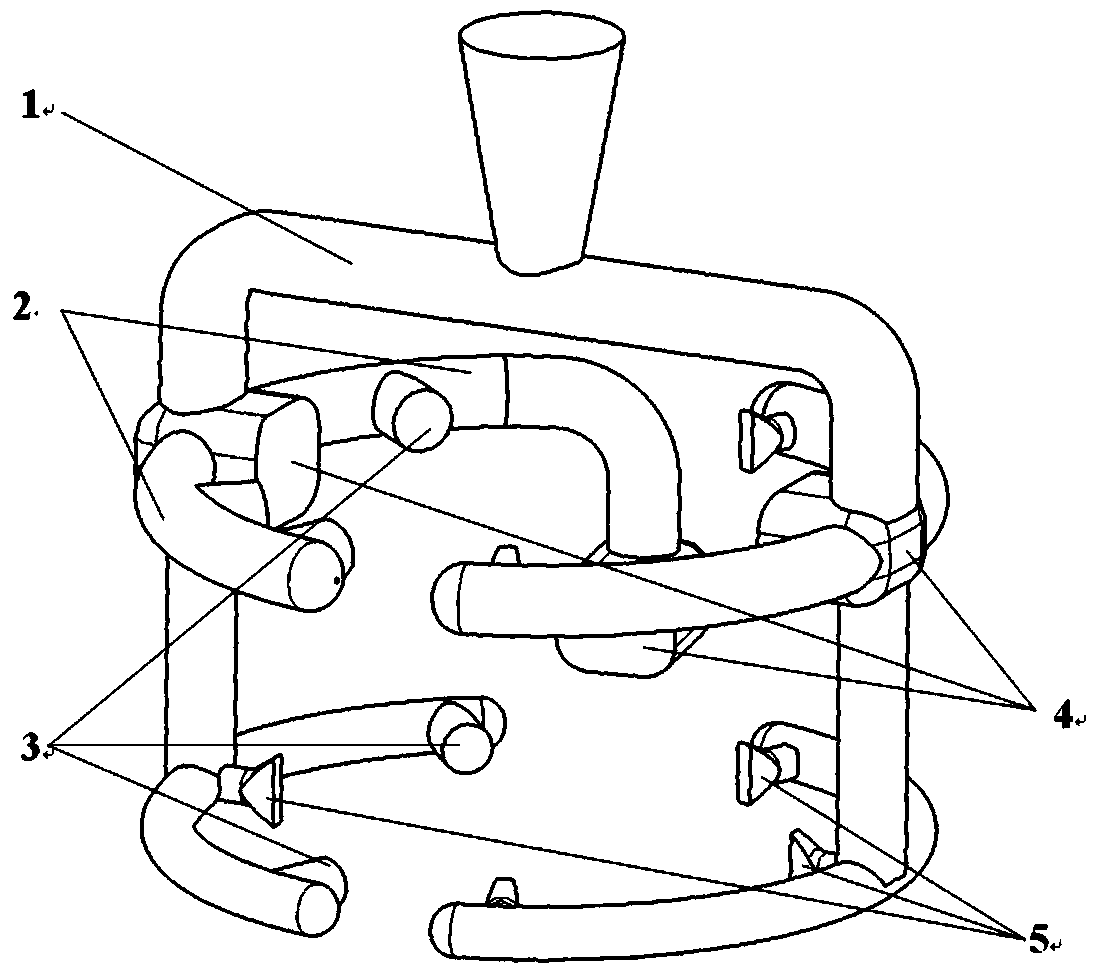
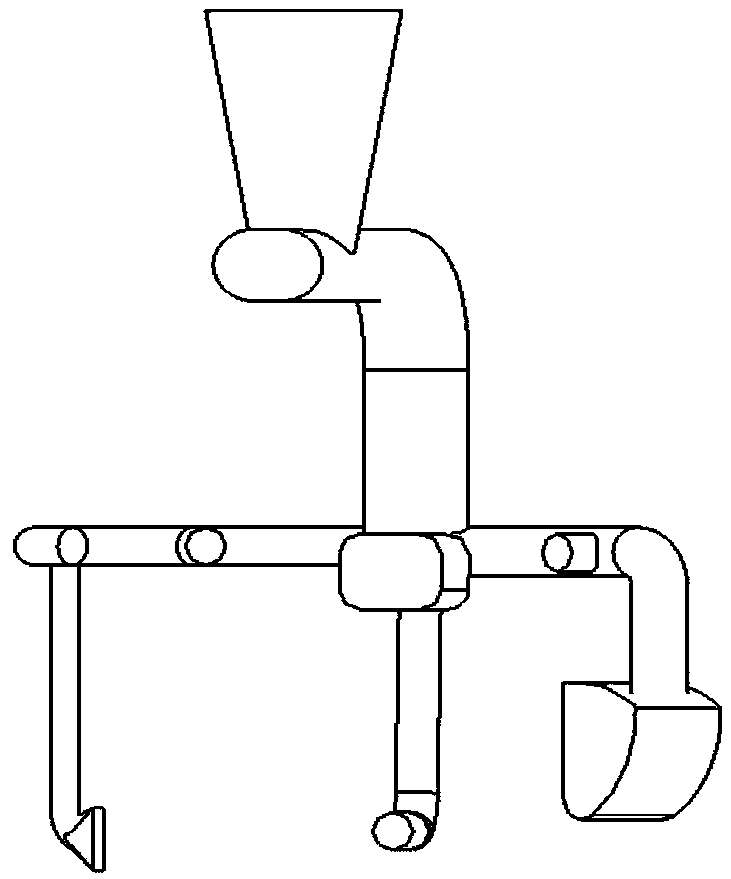
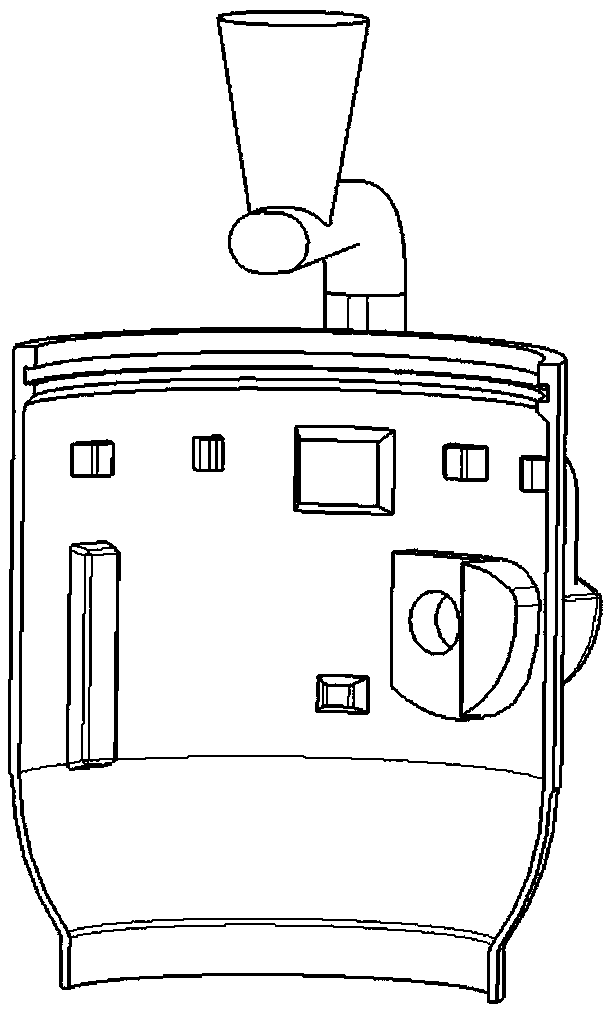
[0032] For aluminum alloy tubular castings with a diameter of Φ500mm, a height of 700mm, and a main body wall thickness of 15mm, it is produced by investment gypsum vacuum pressurized casting, and the design of the bionic pouring system is as follows:
[0033](1) Bionic feeding pouring system: Directly feed 8 bosses within 30mm thickness of the casting with a Φ25mm circular section ordinary feeding inner runner. After the inner runner extends longer than 45mm, it is connected with a Φ30mm runner; The 50mm×60mm×75mm and 70mm×70mm×110mm liquid collecting bag type feeding runners respectively feed 40mm and 50mm thick bosses, and the liquid collecting bag type feeding inner runners are respectively connected with the Φ30mm sub-runner, such as figure 2 shown;
[0034] (2) A slot-type filling ingate with a height of 50mm and a width of 10mm is adopted, and the section with an extension length of 40mm gradually changes to Φ25mm, and is connected with a runner of Φ25mm, and the numbe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More