

Solid rocket engine combustion chamber shell adiabatic layer forming method
A technology of solid rockets and molding methods, which is applied to household components, household appliances, and other household appliances. It can solve the problems of raw film patch distortion and unsmooth exhaust, achieve uniform thickness, improve consistency, and heat-insulate the production process. Optimized effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0041] Prepare the thermal insulation layer of the combustor shell of the small solid rocket motor with large length-to-diameter ratio according to the following steps:
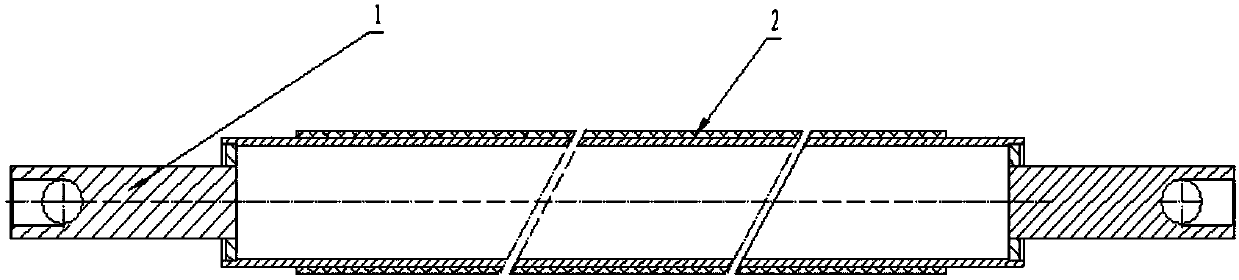
[0042] Step 1: If figure 1 As shown, the insulation layer prefabricated part of EPDM rubber composite material is prepared by winding molding process, the length of the working surface of the winding mold core 1 (the length of the heat insulation layer preform) is set to 1000 mm, and the outer diameter of the winding molding core 1 is is 109.7mm (calculated by the following formula, α is 0.92, and the outer diameter of the prefabricated part of the heat insulation layer is 92% of the inner diameter of the shell):
[0043]
[0044] Among them, D MX is the outer diameter of the mold core, D KT is the inner diameter of the shell, d is the thickness of the insulation layer, K is the shrinkage rate of different rubber composite materials in different molding processes (the shrinkage rate of EPDM rubber compo...
Embodiment 2
[0051] Prepare the thermal insulation layer of the combustor shell of the small solid rocket motor with large length-to-diameter ratio according to the following steps:
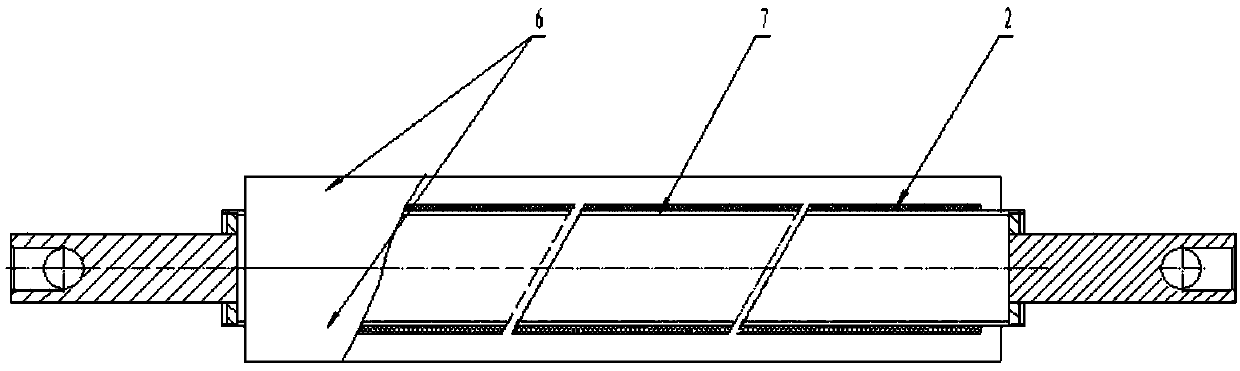
[0052] Step 1: If image 3 As shown, the HALF mold 6 is used for the compression molding process to prepare the thermal insulation layer prefabricated part of the EPDM composite material. The outer diameter of the mold core 7 is 108.6mm (calculated by the following formula, α is 0.92, and the outer diameter of the prefabricated part of the heat insulation layer is 92% of the inner diameter of the shell):
[0053]
[0054] Among them, D MX is the outer diameter of the mold core, D KT is the inner diameter of the shell, d is the thickness of the heat insulation layer, K is the shrinkage rate of different rubber composite materials in different molding processes (the shrinkage rate of EPDM rubber composite materials in the molding process is K = 2%), and α corresponds to the prefabricated part of the heat ins...
Embodiment 3
[0061] Prepare the thermal insulation layer of the combustor shell of the small solid rocket motor with large length-to-diameter ratio according to the following steps:
[0062] Step 1: If figure 1 As shown, the insulation layer prefabricated part of EPDM rubber composite material is prepared by winding molding process, the length of the working surface of the winding mold core 1 (the length of the heat insulation layer preform) is set to 1000 mm, and the outer diameter of the winding molding core 1 is is 113.4mm (calculated by the following formula, α is 0.95, and the outer diameter of the prefabricated part of the heat insulation layer is 95% of the inner diameter of the shell):
[0063]
[0064] Among them, D MX is the outer diameter of the mold core, D KT is the inner diameter of the shell, d is the thickness of the insulation layer, K is the shrinkage rate of different rubber composite materials in different molding processes (the shrinkage rate of EPDM rubber compo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More