

A method for controlling ultra-precision deformation of thin-walled double-shell titanium alloy bushing during high temperature nitriding
A high-temperature nitriding and deformation control technology, which is applied in coating, solid-state diffusion coating, metal material coating process, etc., can solve the problems of inconsistent temperature rise inside and outside parts, deformation, low thermal conductivity of titanium alloy, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The present invention will be further described below in conjunction with embodiment.
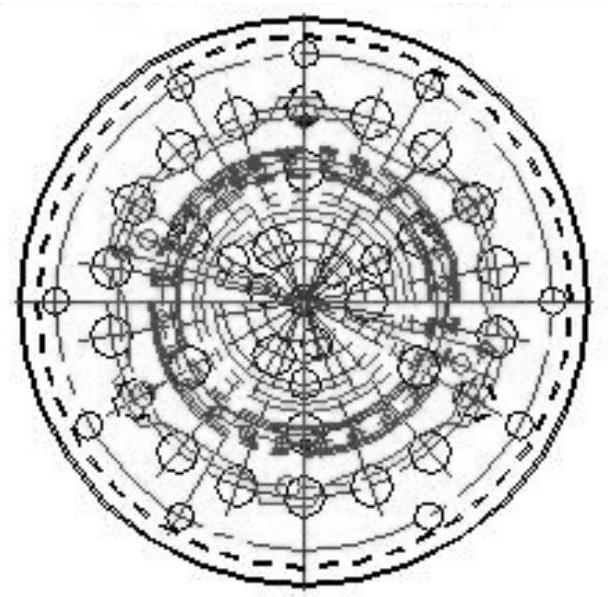
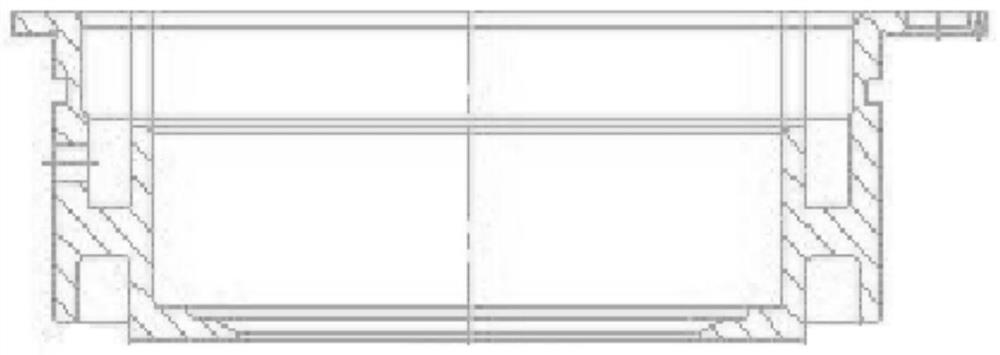
[0026] Take a thin-walled double-shell titanium alloy bearing bush as an example. The bush material is TA7. The geometric dimensions of the bearing bush are as follows: image 3 and Figure 4 As shown, the ellipse of the thin-walled double-shell titanium alloy bearing bush after ion nitriding requires ≤0.02mm and taper≤0.01mm.
[0027] Selecting special equipment for titanium alloy ion nitriding with auxiliary heat source can improve the uniformity of furnace temperature in the geometric space of the furnace, reduce furnace temperature fluctuations, and reduce the degree of deformation of parts caused by furnace temperature fluctuations.
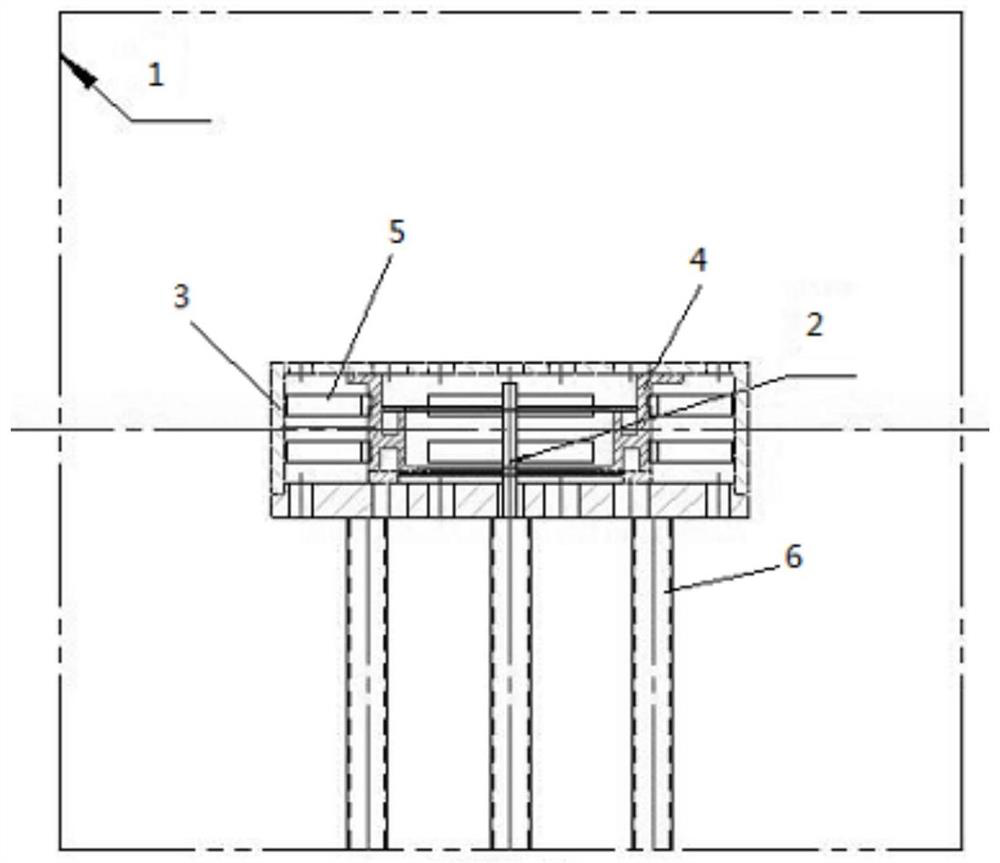
[0028] By using 1Cr18Ni9Ti stainless steel conduit support, connected with the cathode disk, and using the TA7 material cylindrical auxiliary cathode tooling, the geometric space of the equipotential negative glow area is constructed in the ion ni...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More