

A processing method for preparing structured grinding wheel by secondary cladding process
A structured and technological technology, applied in metal processing equipment, manufacturing tools, grinding/polishing equipment, etc., can solve problems such as being unable to participate in grinding, affecting the quality of the grinding working layer, and difficult to control the height consistency of abrasive particles. Achieve the effect of improving cutting outflow efficiency, overcoming the limitation of grinding wheel size, and improving holding force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
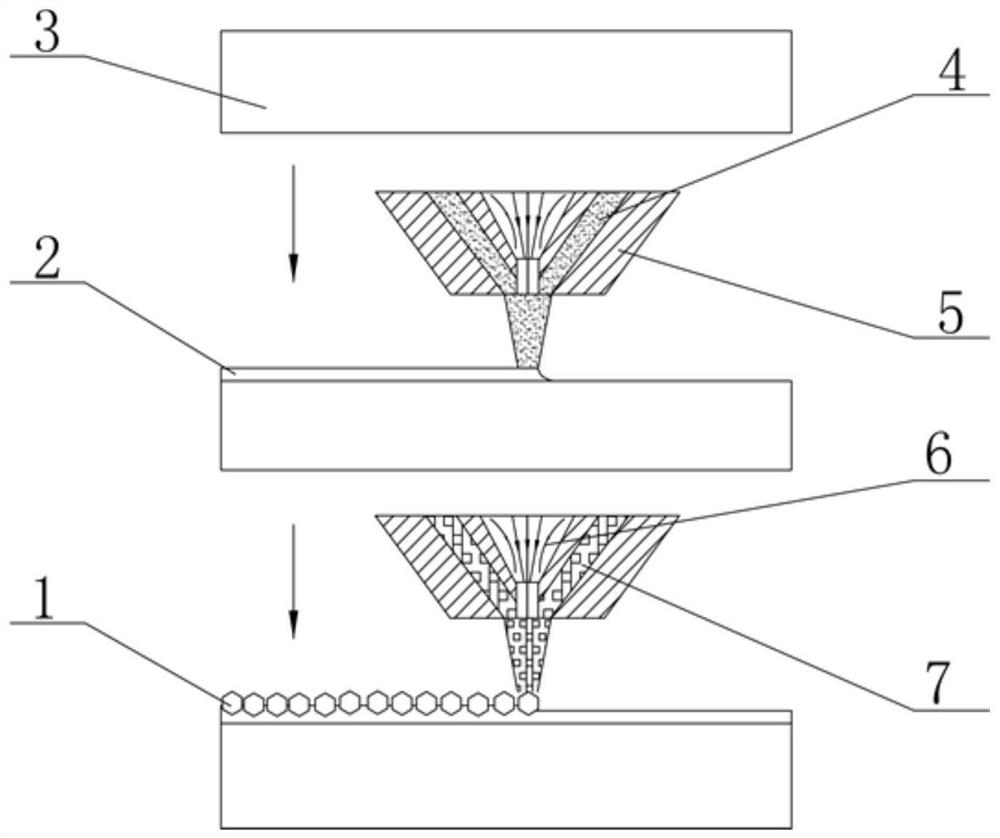
[0049] A processing method for preparing an end-face structured grinding wheel by using a secondary cladding process, the end face forms a metal bonding layer and a structured grinding working layer through a coaxial powder-feeding laser near-net forming process, and the structured grinding working layer It is composed of superhard abrasive grains and metal bond.
[0050] The end face diameter of the end grinding wheel used in this embodiment is 40mm, the length of the handle is 50mm, and the cross-sectional diameter of the handle is 15mm; the superhard abrasive grains are 120-140 mesh CBN abrasive grains, and the metal bond powder is Cu-19Sn -10Ti metal bond, 100-140 mesh atomized spherical powder.
[0051] A method for preparing a structured grinding wheel using a secondary cladding process is as follows:
[0052] S1. Pour the CBN abrasive grains and Cu-19Sn-10Ti metal bond powder into the mixing bottle according to the mass ratio of 1:3 and mix them to obtain unmixed CBN a...
Embodiment 2
[0071] A processing method for preparing an outer circular structured grinding wheel using a secondary cladding process, the outer circular surface forms a metal bonding layer and a structured grinding working layer through a coaxial powder feeding laser near-net forming process, and the structured grinding wheel The cutting layer is composed of superhard abrasive grains and metal bond.
[0072] The diameter of the circumferential grinding wheel used in this embodiment is 40 mm, the width of the grinding working layer is 15 mm, the length of the handle is 40 mm, and the cross-sectional diameter of the handle is 15 mm.
[0073] The superhard abrasive grains are diamond abrasive grains of 270-300 mesh, and the metal bond powder is Ag-28Cu-5Ti metal bond, which is atomized spherical powder of 270-300 mesh.
[0074] A method for preparing a structured grinding wheel using a secondary cladding process is as follows:
[0075] S1. Pour the diamond abrasive grains and Ag-28Cu-5Ti met...
Embodiment 3
[0084] A processing method for preparing an end-face structured grinding wheel by using a secondary cladding process, the end face forms a metal bonding layer and a structured grinding working layer through a coaxial powder-feeding laser near-net forming process, and the structured grinding working layer It is composed of superhard abrasive grains and metal bond.
[0085] The diameter of the end face grinding wheel used in this example is 40 mm, the length of the handle is 50 mm, and the cross-sectional diameter of the handle is 15 mm; the superhard abrasive grains are 170-200 mesh diamond abrasive grains, and the metal bond powder is Ni-Cr Metal binder, atomized spherical powder of 150-200 mesh.
[0086] A method for preparing a structured grinding wheel using a secondary cladding process is as follows:
[0087] S1, according to the mass ratio of 1:2, diamond abrasive grains and Ni-Cr metal bond powder are poured into the mixing bottle and mixed to obtain unmixed diamond abr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More