

Bulk grain metering weighing system
A weighing system and measuring scale technology, which is applied in the field of weighing instruments, can solve the problems of high cost of manpower loading and unloading, low efficiency, and rising grain storage costs, so as to reduce the possibility of human error, reduce labor costs, and improve The effect of weighing efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The features and principles of the present invention will be described in detail below in conjunction with the accompanying drawings, and the examples given are only used to explain the present invention, not to limit the protection scope of the present invention.
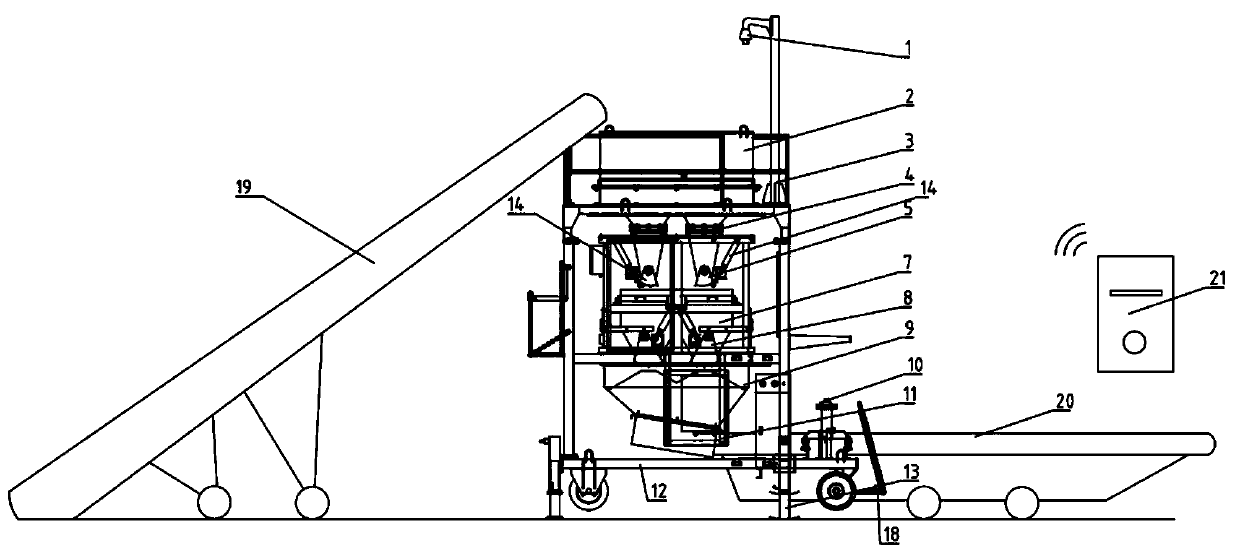
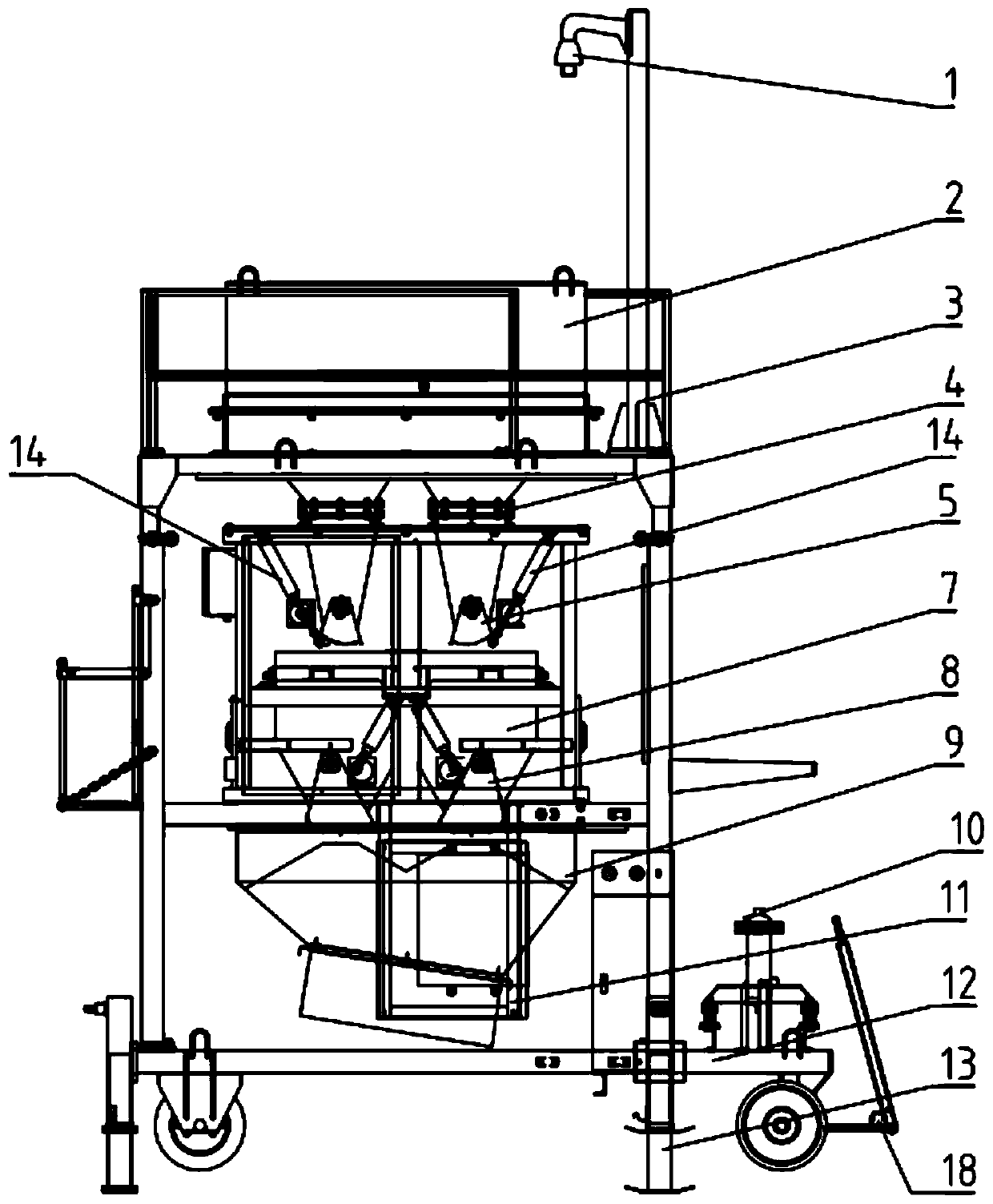
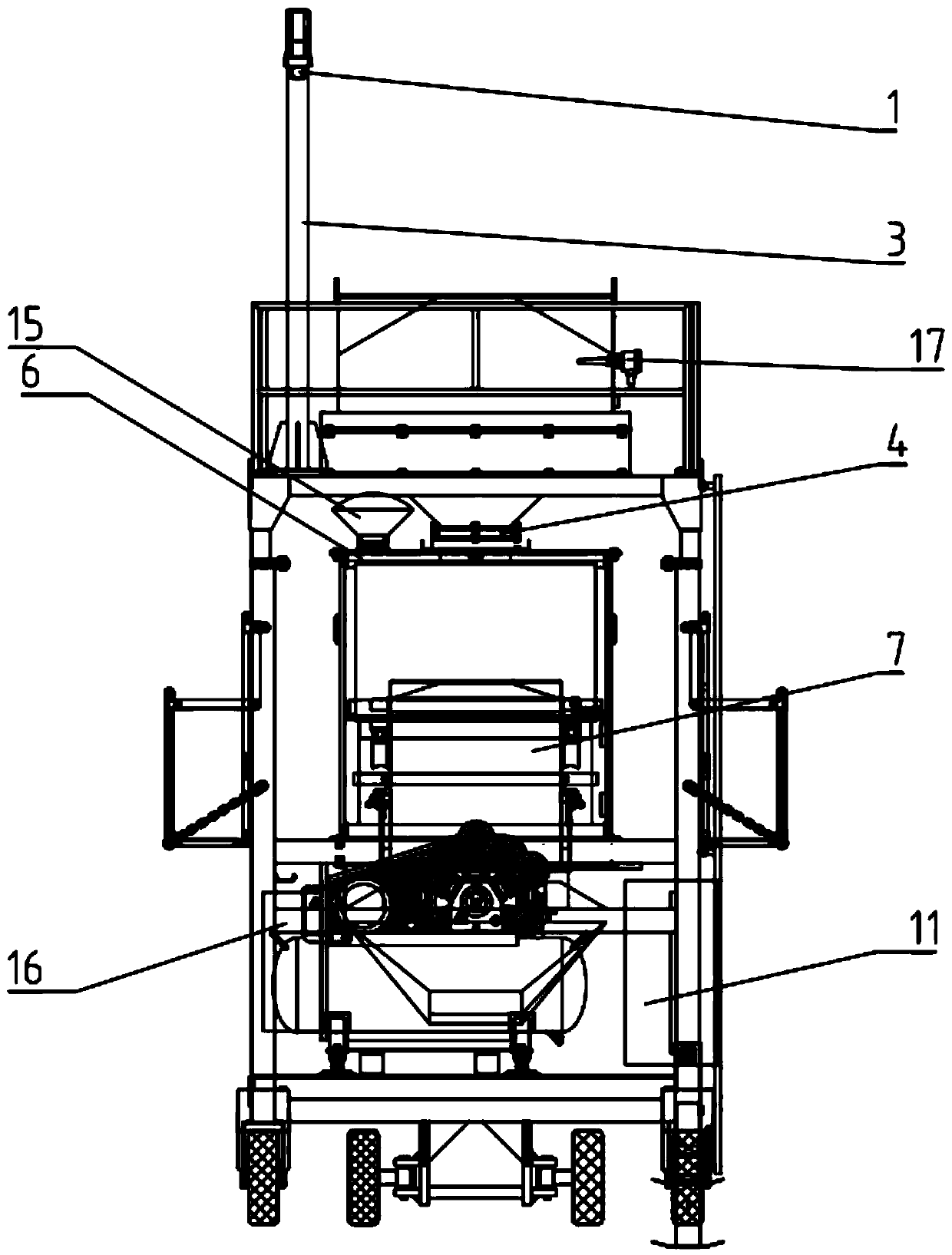
[0024] Such as Figure 1 to Figure 4 Shown, this kind of bulk grain metering and weighing system comprises entrance belt conveyor 19, weighing system, computer server 21, exit belt conveyor 20 and video monitoring device, and entrance belt conveyor 19 transports grain to the weighing system, The weighing system is wirelessly connected to the computer server 21 and transmits the weighing data (including weight, bucket number, warehouse number, vehicle number, weighing time, etc.) to the computer server 21, and the computer server summarizes the data and generates a report. The weighing system outputs the weighed grain through the export belt conveyor 20, and the video monitoring device is installed on the wei...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More