

Automobile differential mechanism front shell forging flashless hot die forging forming process
An automobile differential and forming process technology, applied in the field of forging, can solve the problems of the lower end of the forging rod being full of difficulties, the difficulty of checking forging errors, and the weight of the piece, so as to meet the requirements of mass production, improve the utilization rate of materials, reduce the The effect of material consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The present invention is described in detail below in conjunction with accompanying drawing:
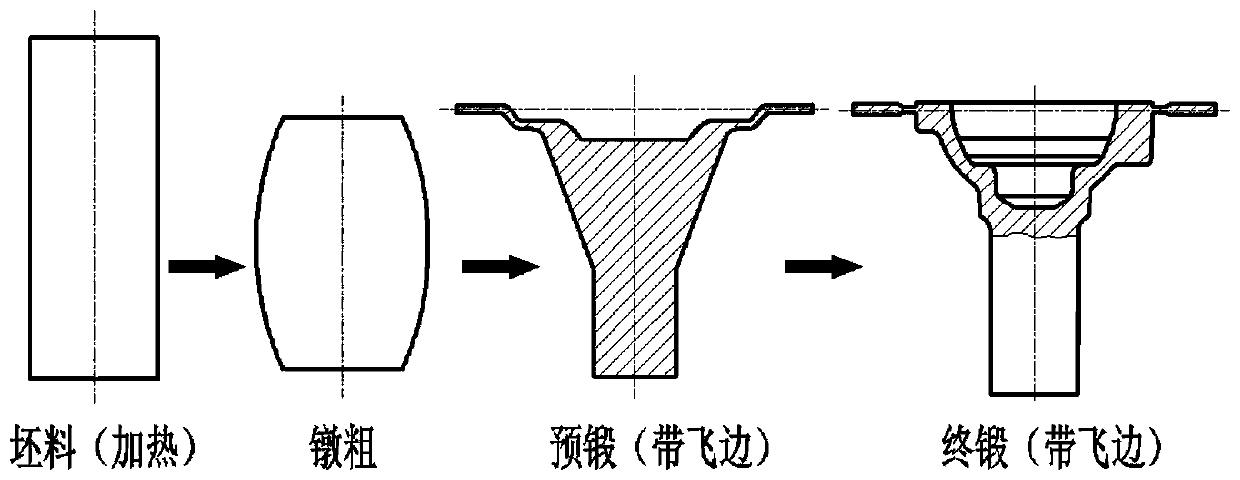
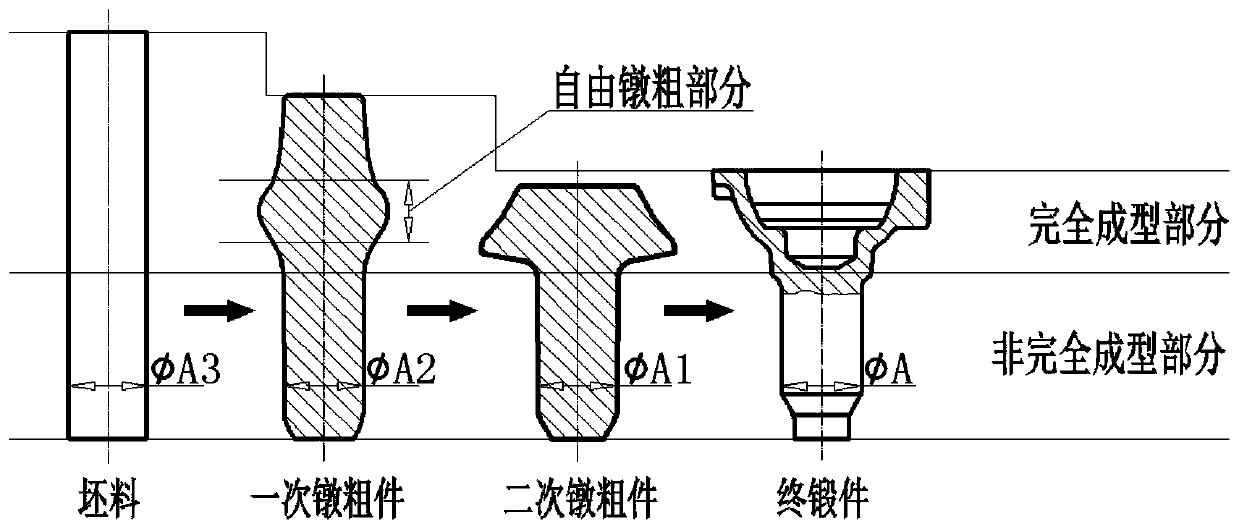
[0034] The flash-free hot die forging forming process of the forgings of the front shell of the automobile differential provided by the present invention draws lessons from the forming characteristics of the gradual accumulation of the flat forging machine, so that the material distribution of the final forging is more accurate, and the bar material exceeds the upsetting Compared with the upsetting time, it is not bent. Refer to the forming step diagram of the process of the present invention figure 2 Shown: blank—primary upsetting—secondary upsetting—final forging. The use of secondary forming upsetting ensures that the upsetting does not deform, and the application of this forming process perfectly realizes the flash-free precision forging of complex shell parts.
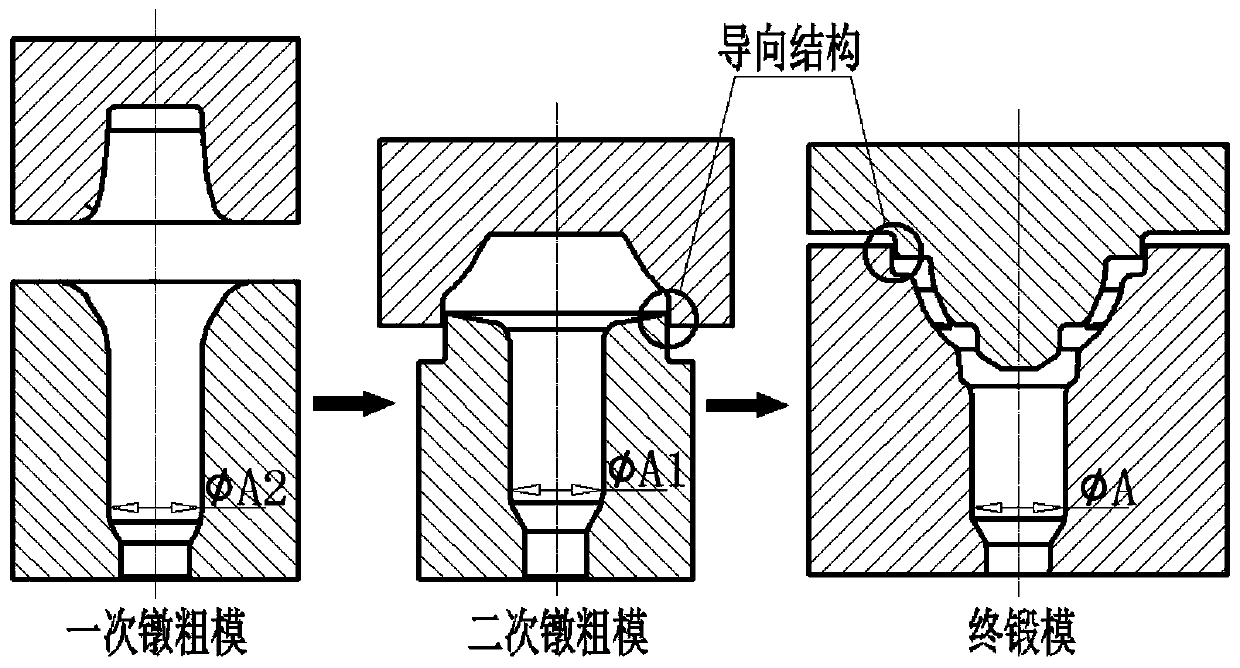
[0035] In order to realize the forming of the small step at the tail end of the forging rod, it is necessary...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More