Control method of pass weld seam of skin pass machine
A control method and technology of skin pass mill, applied in rolling mill control device, rolling force/roll gap control, manufacturing tools, etc., can solve the problems of over-weld waste, affecting the yield of strip steel, affecting the production rhythm of the unit, etc. To achieve the effect of reducing the length of strip scrap, simplifying the process of micro-opening the weld, and improving the production rhythm
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention will be described in detail below in conjunction with specific embodiments. The following examples will help those skilled in the art to further understand the present invention, but do not limit the present invention in any form. It should be noted that those skilled in the art can make several changes and improvements without departing from the concept of the present invention. These all belong to the protection scope of the present invention.
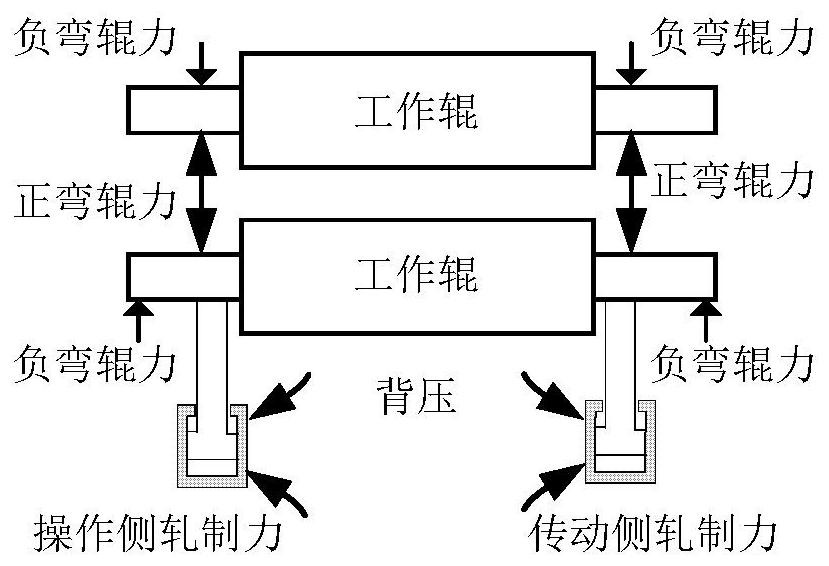
[0027] The structural principle of the tempering machine, such as figure 2 As shown, among them, the resultant force of positive roll bending force and negative roll bending force is called roll bending force. The lower work roll is jointly affected by the bending force and the rolling force pushing the upper cylinder. When the bending force is greater than the rolling force, the lower work roll will be stretched to achieve the purpose of slightly opening the roll gap.
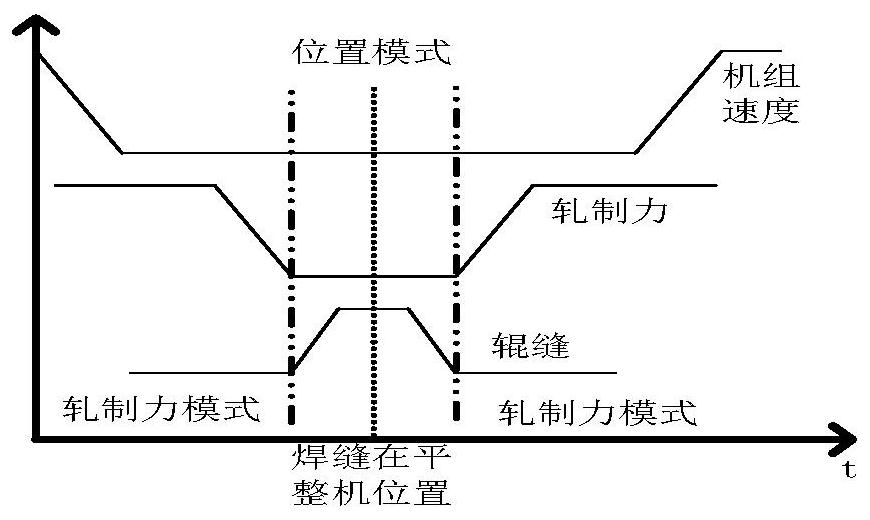
[0028] According to the contr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com