Interface screw
An interface screw and blade technology, applied in the field of medical devices, can solve the problems of ligament fatigue failure, easy deformation or fracture, insufficient fixation strength and creep resistance, etc., and achieves the effect of firm screw fixation and not easy to fall off.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The invention provides an interface screw, which improves the structure of the existing interface screw and adds a sheath tube with holes, so as to prevent the cutting force on the ligament when the screw is implanted.
[0019] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
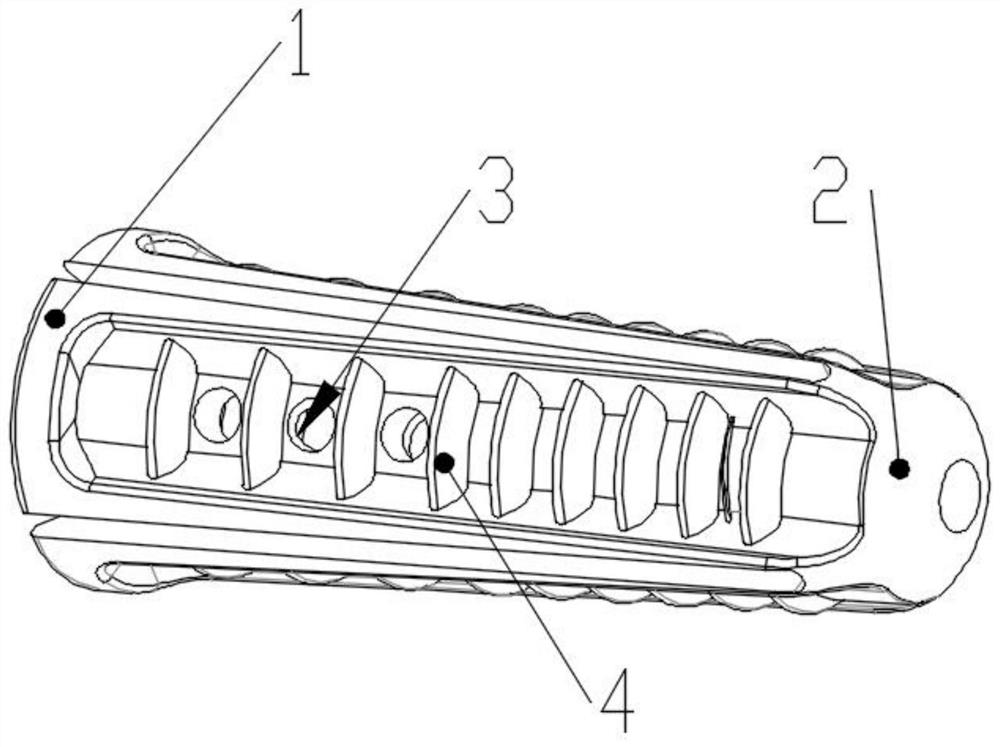
[0020] Such as figure 1 As shown, the sheath consists of:
[0021] The sheath bottom 2 is located at the bottom of the sheath tube, and the sheath bottom 2 is provided with a through hole for the penetration of the ligament and the pen...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



