

Production method of gray cast iron
A production method, the technology of gray cast iron, which is applied in the field of cast iron processing, can solve the problems of easy cracking, failure, and low service life.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
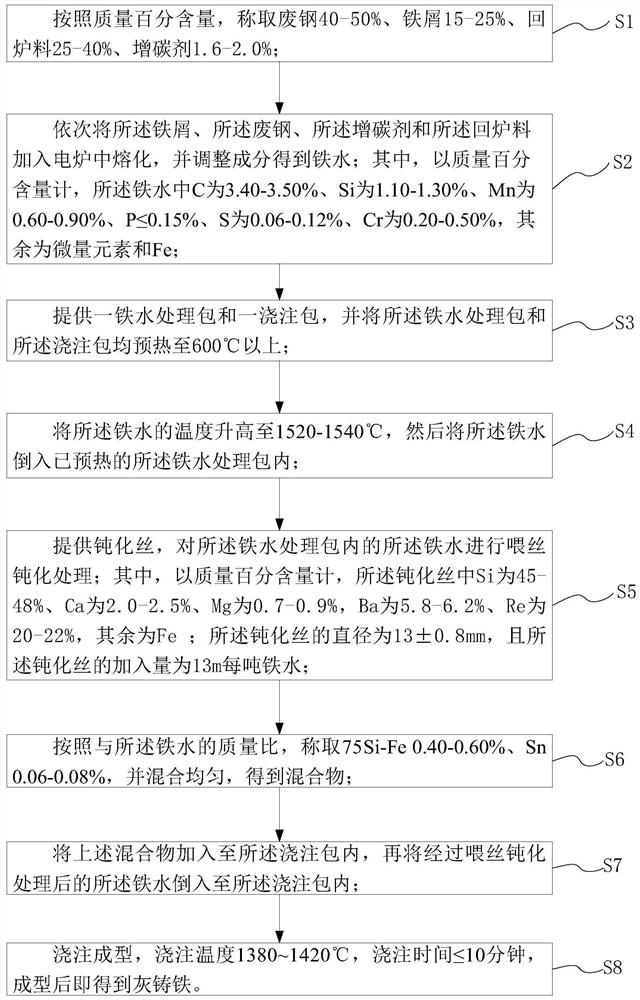
[0078] According to the mass percentage content, 50% of steel scrap, 15% of iron filings, 33.4% of returned charge, and 1.6% of recarburizer were weighed.
[0079] Sequentially add steel scrap, iron filings, returned charge and recarburizer into the electric furnace to melt, and adjust the composition to obtain molten iron; wherein, in terms of mass percentage, C in the molten iron is 3.40-3.50%, Si is 1.10-1.30%, Mn 0.60-0.90%, P≤0.15%, S 0.06-0.12%, Cr 0.20-0.50%, and the rest are trace elements and Fe.
[0080] Both the molten iron treatment ladle and the pouring ladle are preheated to 800°C.
[0081] The temperature of the molten iron is raised to 1520° C., and then the molten iron is poured into the above-mentioned preheated molten iron treatment ladle.
[0082] Provide passivation wire, and passivate the molten iron in the molten iron treatment ladle; the diameter of the passivation wire is 13±0.8mm, and the amount of passivation wire added is 13m per ton of molten iron...
Embodiment 2
[0087] According to the mass percentage, weigh 40% of steel scrap, 23% of iron filings, 35% of returned charge, and 2.0% of recarburizer.
[0088] Sequentially add steel scrap, iron filings, returned charge and recarburizer into the electric furnace to melt, and adjust the composition to obtain molten iron; wherein, in terms of mass percentage, C in the molten iron is 3.40-3.50%, Si is 1.10-1.30%, Mn 0.60-0.90%, P≤0.15%, S 0.06-0.12%, Cr 0.20-0.50%, and the rest are trace elements and Fe.
[0089] Both the molten iron treatment ladle and the pouring ladle are preheated to 700°C.
[0090] The temperature of the molten iron is raised to 1540° C., and then the molten iron is poured into the above-mentioned preheated molten iron treatment ladle.
[0091] Provide passivation wire, and passivate the molten iron in the molten iron treatment ladle; the diameter of the passivation wire is 13±0.8mm, and the amount of passivation wire added is 13m per ton of molten iron.
[0092] Accor...
Embodiment 3
[0096] According to the mass percentage content, 40% of steel scrap, 18.4% of iron filings, 40% of returned charge, and 1.6% of recarburizer were weighed.
[0097] Sequentially add steel scrap, iron filings, returned charge and recarburizer into the electric furnace to melt, and adjust the composition to obtain molten iron; wherein, in terms of mass percentage, C in the molten iron is 3.40-3.50%, Si is 1.10-1.30%, Mn 0.60-0.90%, P≤0.15%, S 0.06-0.12%, Cr 0.20-0.50%, and the rest are trace elements and Fe.
[0098] Both the molten iron treatment ladle and the pouring ladle are preheated to 900°C.
[0099] The temperature of the molten iron is raised to 1530° C., and then the molten iron is poured into the above-mentioned preheated molten iron treatment ladle.
[0100] Provide passivation wire, and passivate the molten iron in the molten iron treatment ladle; the diameter of the passivation wire is 13±0.8mm, and the amount of passivation wire added is 13m per ton of molten iron...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More