

High-speed wire production method for controlling same-circle mechanical property fluctuation of high-carbon steel wire rod
A production method and wire rod technology, which are applied in manufacturing tools, metal rolling, metal rolling, etc., can solve the problems of narrow control process window, aggravated performance fluctuations in the same coil, large investment and transformation costs, etc. The effect of performance fluctuation, improved stability, and strong process practicability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] 1. This process is implemented in the production of 5.5mm cord steel 82A in Qinggang High Line Factory. The process steps are as follows
[0037] a. The fluctuation of the vibration value of the laying machine is controlled at 2mm / s, and the diameter of the laying ring is controlled at 9.5m to ensure the specification distribution of the coils on the air-cooled Stelmo roller table.
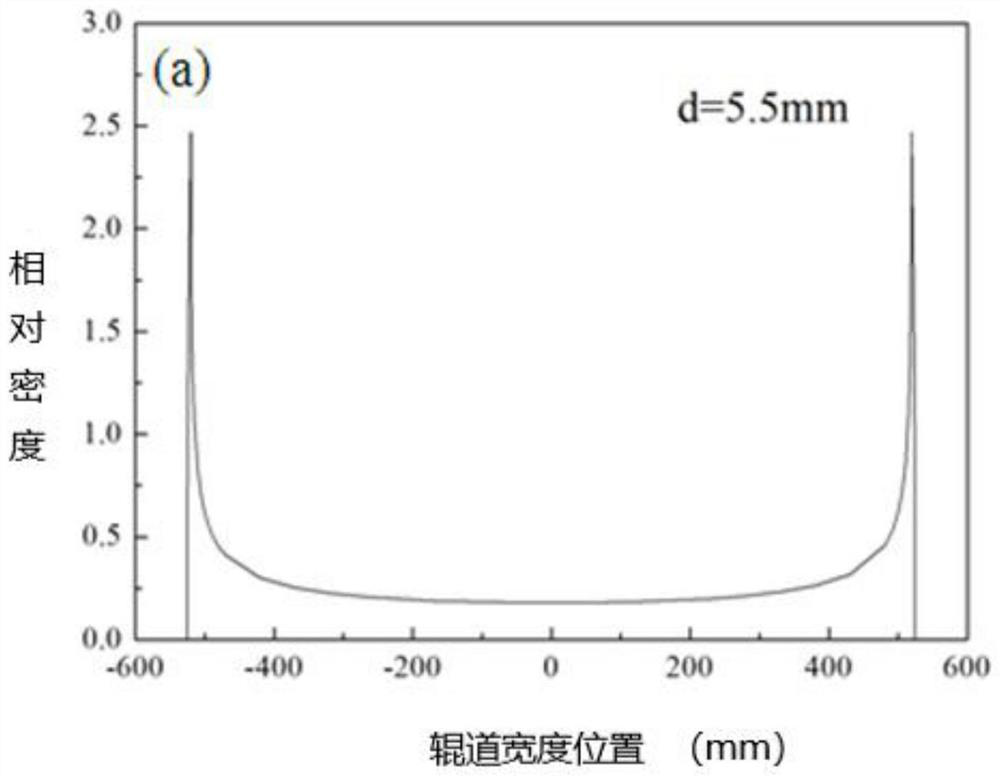
[0038] b. The starting speed of the roller table is controlled at 0.6m / s, and the density of the wire rods at the overlapping and non-lapping points is controlled.
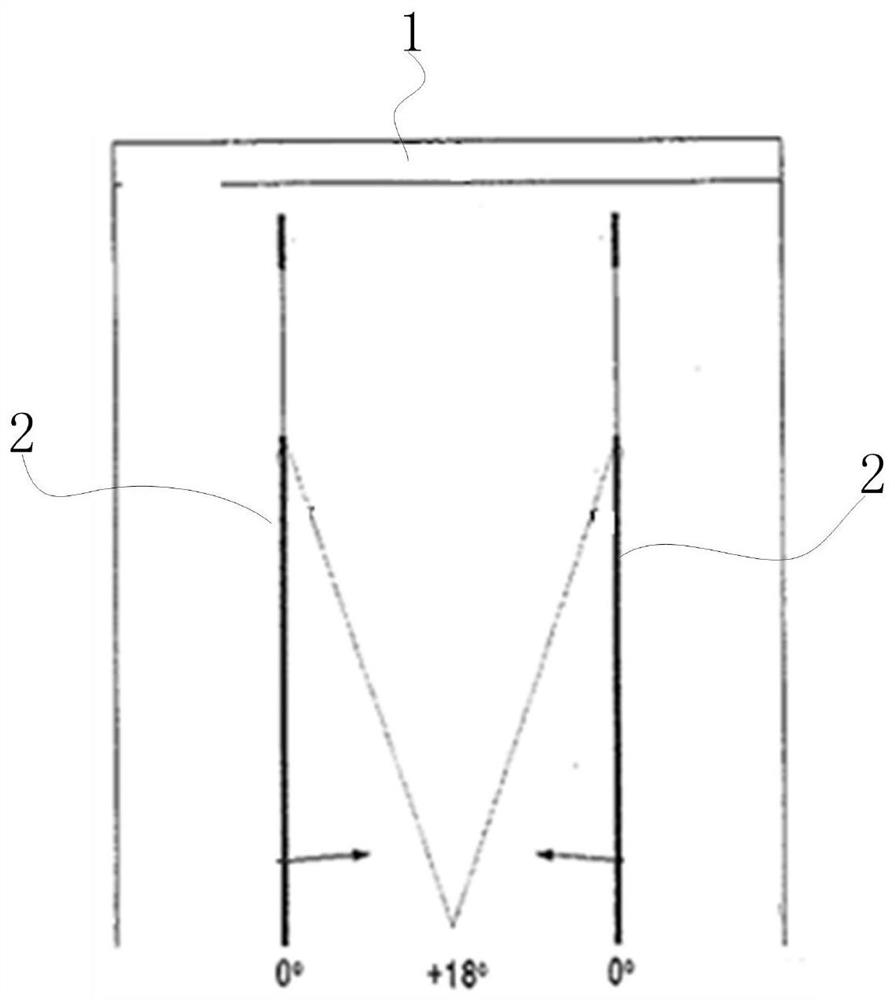
[0039] c. Adjust the Jialing baffle angle of the fan under the Stelmo air-cooled roller table according to the specifications of the wire rod: the angle of the 5.5mm wire rod Jialing baffle is controlled at 10°
[0040] d. The temperature at which the phase transition begins is controlled within 20°C.
Embodiment 2
[0042] This process is implemented in the production of 10mm hard wire steel in Qinggang High Wire Factory, and the process steps are as follows
[0043]a. The fluctuation of the vibration value of the laying machine is controlled at 2.4mm / s, and the diameter of the laying ring is controlled at 1m to ensure the specification distribution of the coils on the air-cooled Stelmo roller table.
[0044] b. The starting speed of the roller table is controlled at 0.65m / s, and the density of the wire rods at the lap joints and non-lap joints is controlled.
[0045] c. Adjust the angle of the Jialing baffle of the fan under the Stelmo air-cooled roller table according to the specifications of the wire rod: the angle of the Jialing baffle for the 10mm wire rod is controlled at 8°
[0046] d. The temperature at which the phase transition begins is controlled within 20°C.
Embodiment 3
[0048] This process is implemented in the production of 14mm82B in Qinggang High Line Factory, and the process steps are as follows
[0049] a. The fluctuation of the vibration value of the laying machine is controlled at 3mm / s, and the diameter of the laying ring is controlled at 1.1m, so as to ensure the specification distribution of the coils on the air-cooled Stelmo roller table.
[0050] b. The starting speed of the roller table is controlled at 0.7m / s, and the density of the wire rods at the lap joints and non-lap joints is controlled.
[0051] c. Adjust the Jialing baffle angle of the fan under the Stelmo air-cooled roller table according to the specifications of the wire rod: the angle of the 14mm wire rod Jialing baffle is controlled at 5°
[0052] d. The temperature at which the phase transition begins is controlled within 30°C.
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More