

Repositioning method for numerical control thread milling
A CNC milling and repositioning technology, which is applied to wire cutters, metal processing equipment, manufacturing tools, etc., can solve the problems of inaccurate tool setting, spending a lot of time, and scrapped workpieces, saving tool setting time and improving tool setting efficiency. , to avoid the effect of thread disorder
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
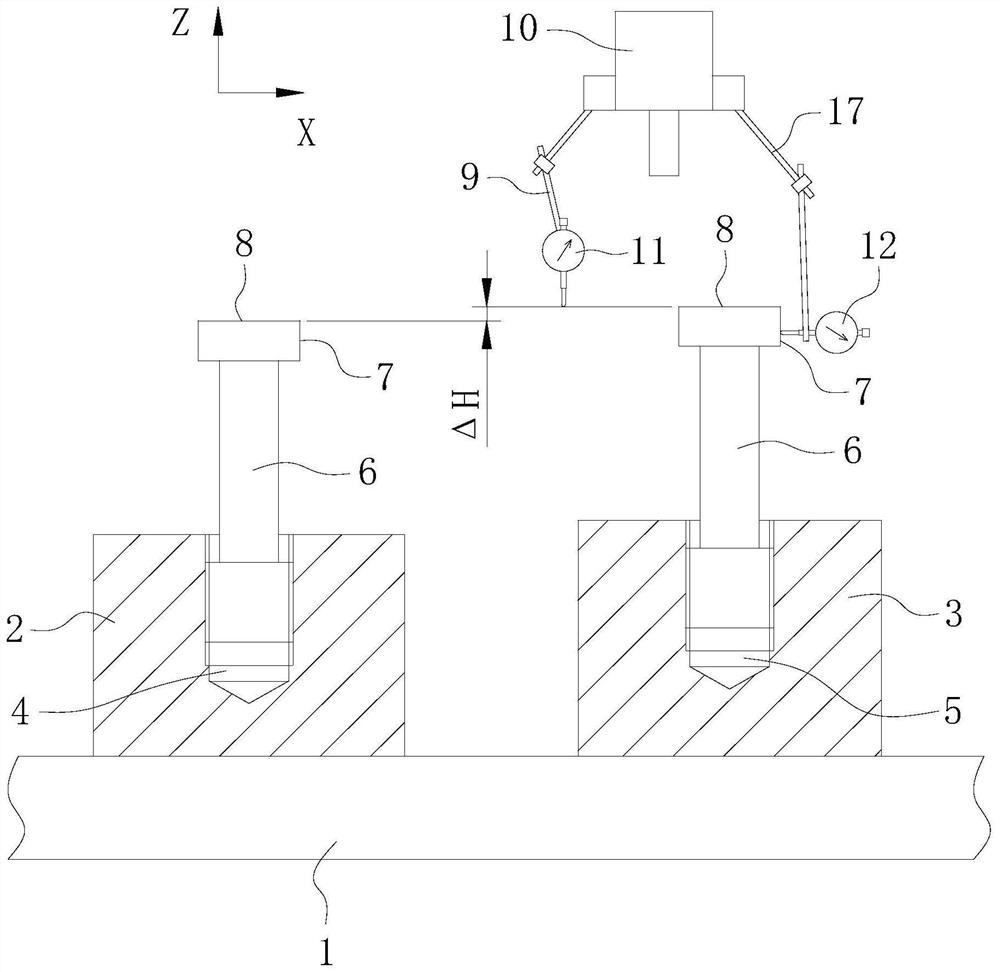
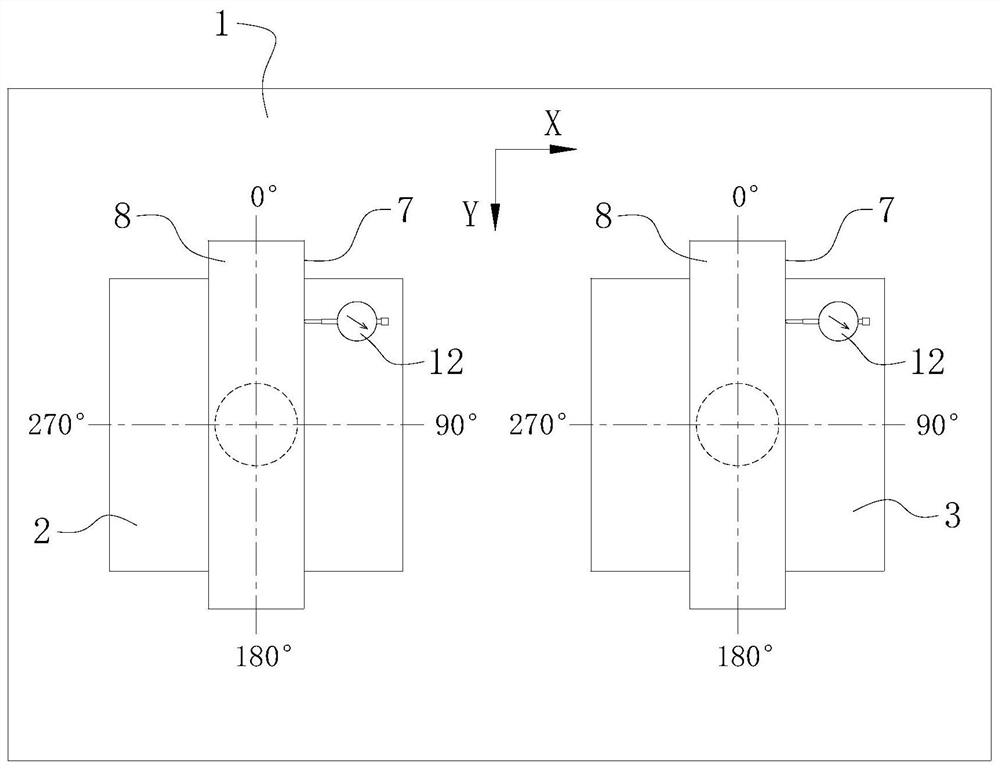
[0085] S1, see figure 1 , install the test piece 3 on the G54 coordinate system plane of the workbench 1, and determine the zero point coordinate x of the test threaded hole 5 in the X direction with the center line of the test threaded hole 5 to be processed in the test piece 3 0 ’ and the zero point coordinate y in the Y direction 0 ’; the tip of the thread milling cutter coincides with the end face of the test threaded hole 5 to be processed to determine the zero point coordinate z of the test threaded hole 5 in the Z direction 0 '.
[0086] Install the reworked part 2 on the G55 coordinate system plane of the workbench 1, and determine the zero coordinate x of the reworked threaded hole 4 in the X direction with the center line of the reworked threaded hole 4 0 and the zero point coordinate y in the Y direction 0 ;At this time, the zero point coordinate z of threaded hole 4 in the Z direction is repaired 0 Not sure yet.
[0087] S2. Mill out the test threaded hole 5 o...
Embodiment 2
[0123] S1, see Figure 5 , install the test piece 3 on the G54 coordinate system plane of the workbench 1, and determine the zero point coordinate x of the test threaded hole 5 in the X direction with the center line of the test threaded hole 5 to be processed in the test piece 3 0 ’ and the zero point coordinate y in the Y direction 0’; the tip of the thread milling cutter coincides with the end face of the test threaded hole 5 to be processed to determine the zero point coordinate z of the test threaded hole 5 in the Z direction 0 '.
[0124] Install the reworked part 2 on the G55 coordinate system plane of the workbench 1, and determine the zero coordinate x of the reworked threaded hole 4 in the X direction with the center line of the reworked threaded hole 4 0 and the zero point coordinate y in the Y direction 0 ;At this time, the zero point coordinate z of threaded hole 4 in the Z direction is repaired 0 Not sure yet.
[0125] S2. Mill out the test threaded hole 5 o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More