

Zipper type wall body component side face cutting forming process and a forming cutter
A technology of forming knives and forming technology, which is applied in the direction of manufacturing tools, stone processing tools, working accessories, etc., can solve the problems of limited number of fixed knife columns, large resistance, and deformation of knives under pressure, so as to avoid the rapid increase in the number and improve the use of The effect of lifespan and usage saving
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
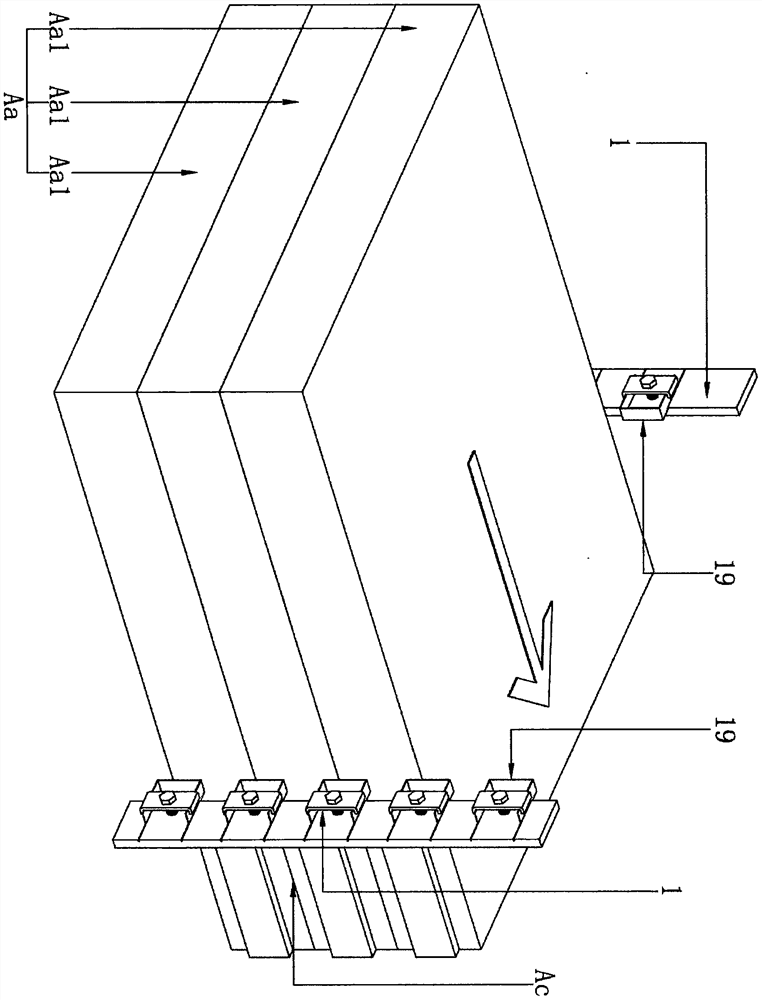
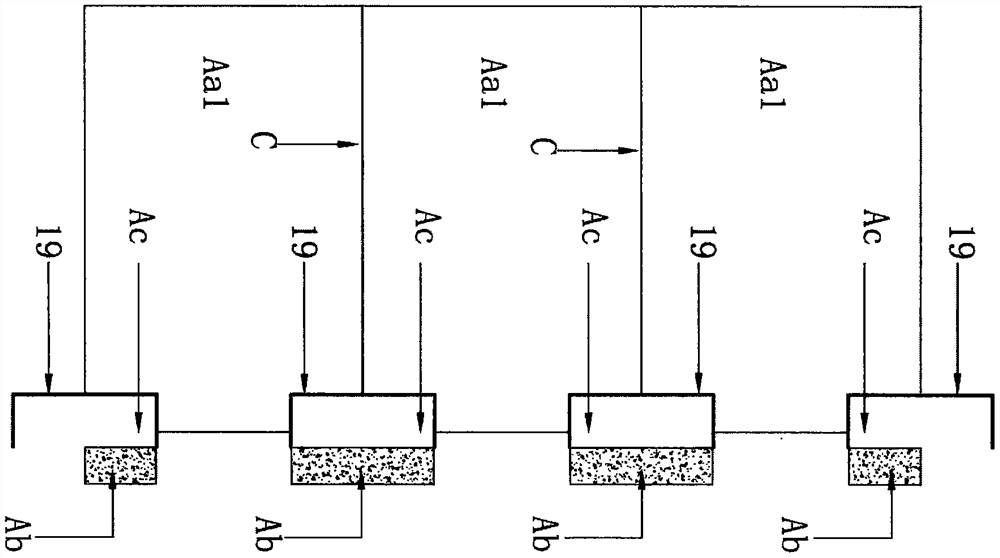
[0065] Figure 4 As shown, the zipper groove scoring process A includes the stripper groove scoring sub-process IA1 and the zipper groove shaping sub-process A2. Figure 4 Figure 5 As shown, in the stripping trough cutting sub-process IA1, the zipper type wall part base material Aa is first cut out of the stripping trough Ae, and the strip-shaped residual material Ab is drawn from the stripping trough Ae during the scribing process of the stripping trough Ae. Falls off naturally. preferred Figure 4 Figure 5 As shown, the front end of the stripping tank Ae is pointed or arc-shaped.
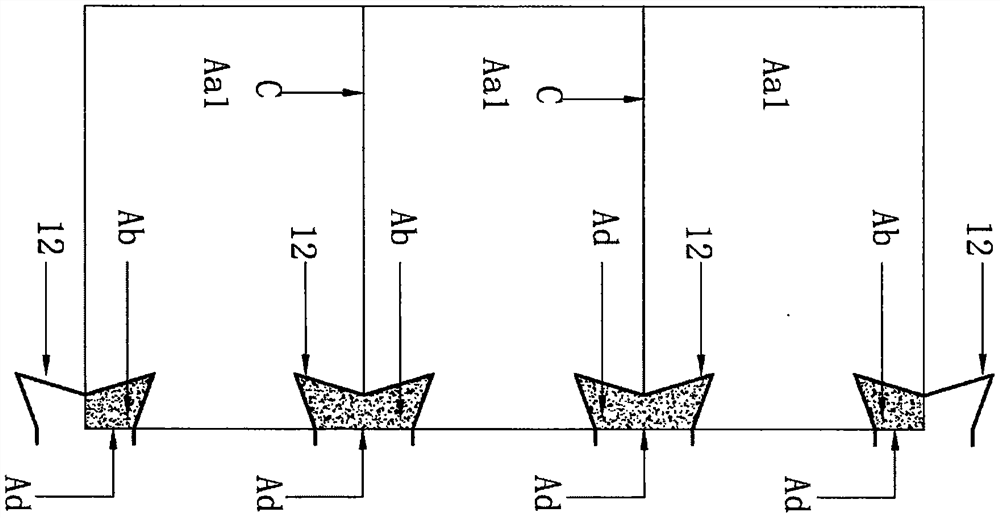
[0066] Figure 5 Image 6 As shown, the zipper groove shaping sub-process A2 is connected to the rear end of the stripping groove cutting sub-process IA1, and the zipper groove shaping sub-process A2 further cuts out the zipper groove on the basis of the zipper-type wall part base material Aa stripping groove Ae Ad, during the scribing process of the zipper groove Ad, the strip-shaped res...
Embodiment 2
[0068] Figure 7 As shown, the zipper groove cutting process A includes the stripping chute cutting subprocess IA1, the zipper groove contour drawing subprocess A3 and the zipper groove shaping subprocess A2, and the zipper groove contour drawing subprocess A3 is arranged on the stripping Between the groove cutting sub-process IA1 and the zipper groove shaping sub-process A2. Preferably, the corners of the outline groove drawn in the zipper groove outline drawing sub-step A3 are arc-shaped.
[0069] The sub-process IA1 of cutting the stripper groove and the sub-process A2 of zipper groove shaping are the same as the process principle of the above-mentioned embodiment 1, and the sub-process A3 of drawing the outline of the zipper groove added in this embodiment is mainly to reduce the sub-process A2 of zipper groove shaping in the first embodiment The technical problem of excessive resistance during the zipper groove cutting process can also further reduce the cross-sectional ...
Embodiment 3
[0071] Figure 8 As shown, the zipper groove scribing and cutting process A includes the stripping chute scribing and cutting subprocess IA1, the zipper groove outline rough subprocess A4 and the zipper groove shaping subprocess A2, and the zipper groove outline rough type subprocess A4 is arranged on the stripping Between the groove cutting sub-process IA1 and the zipper groove shaping sub-process A2, the cross-sectional shape of the rough outline groove cut out by the rough outline of the zipper groove sub-process A4 is smaller than the cross-sectional shape of the zipper groove cut out by the zipper groove shaping sub-process A2. Preferably, the cross-sectional shape of the rough outline groove cut out by the rough outline of the zipper groove sub-process A4 matches the cross-sectional shape of the zipper groove cut out by the zipper groove shaping sub-process A2.
[0072] The sub-process IA1 of cutting the stripping trough and the sub-process A2 of zipper groove shaping ar...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More