

A kind of preparation method of tc6 titanium alloy large size bar
Patent Information
- Authority / Receiving Office
- CN · China
- Patent Type
- Patents(China)
- Current Assignee / Owner
- WESTERN TITANIUM TECH
- Publication Date
- 2022-07-08
Smart Images
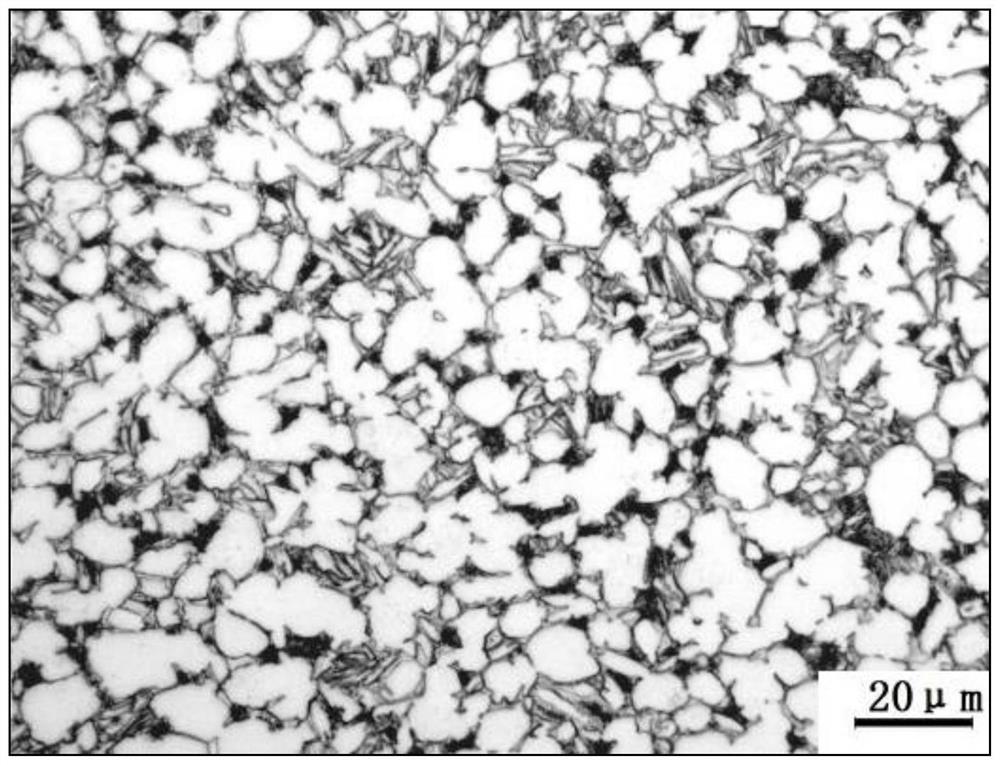
Figure 1 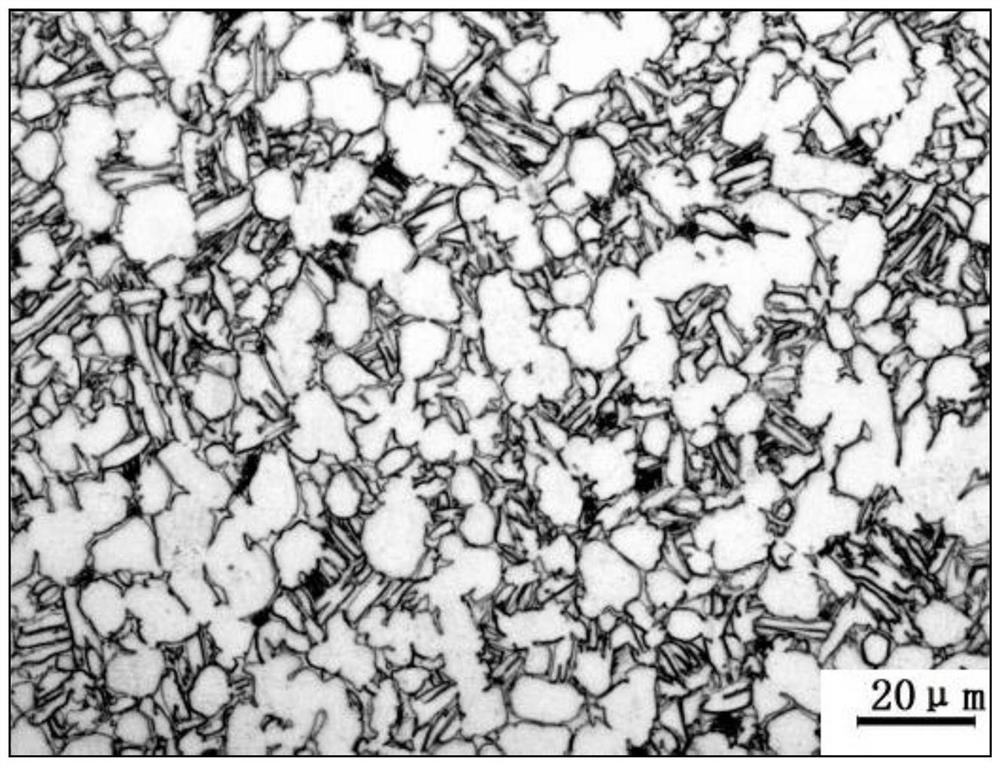
Figure 2 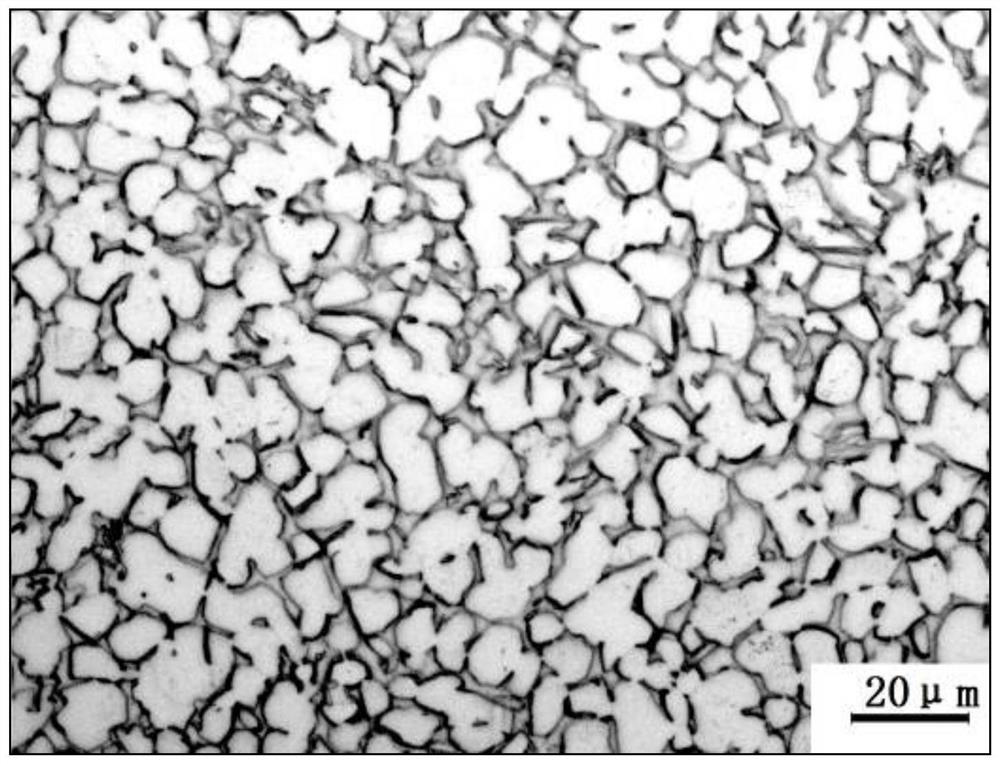
Figure 3
Abstract
Description
technical field
[0001] The invention belongs to the technical field of titanium alloy material processing, and in particular relates to a preparation method of a TC6 titanium alloy large-sized bar. Background technique
[0002] TC6 titanium alloy is a martensitic α-β two-phase titanium alloy with good comprehensive properties. Its nominal composition is Ti-6Al-2.5Mo-1.5Cr-0.5Fe-0.3Si, containing α-stabilizing element Al, isomorph β-stabilizing element Mo and eutectoid β-stabilizing elements Cr, Fe and Si. TC6 titanium alloy has high room temperature strength and good thermal strength below 450℃. The alloy also has excellent thermal processing performance, low deformation resistance and high plasticity. TC6 alloy is mainly used to manufacture parts such as compressor discs and blades of aero-engines. The alloy can also be used as a medium-strength alloy to manufacture aircraft bulkheads, joints and other load-bearing structural parts and fasteners for different purposes. T...