Inner-layer board high-vacuum continuous laminating device and method for PCB (Printed Circuit Board) circuit process
A pressing device and inner layer board technology, applied in lamination devices, lamination, chemical instruments and methods, etc., can solve the problems of low efficiency, long heating and cooling time, long waiting time for pressing, etc., and achieve continuous Pressing and improving the effect of pressing efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] In order to enable those skilled in the art to better understand the technical solutions in the embodiments of the present invention, and to make the above-mentioned purpose, features and advantages of the present invention more obvious and understandable, the specific implementation of the present invention will be further described below in conjunction with the accompanying drawings illustrate.
[0030] It should be noted here that the descriptions of these embodiments are used to help understand the present invention, but are not intended to limit the present invention. In addition, the technical features involved in the various embodiments of the present invention described below may be combined with each other as long as they do not conflict with each other.
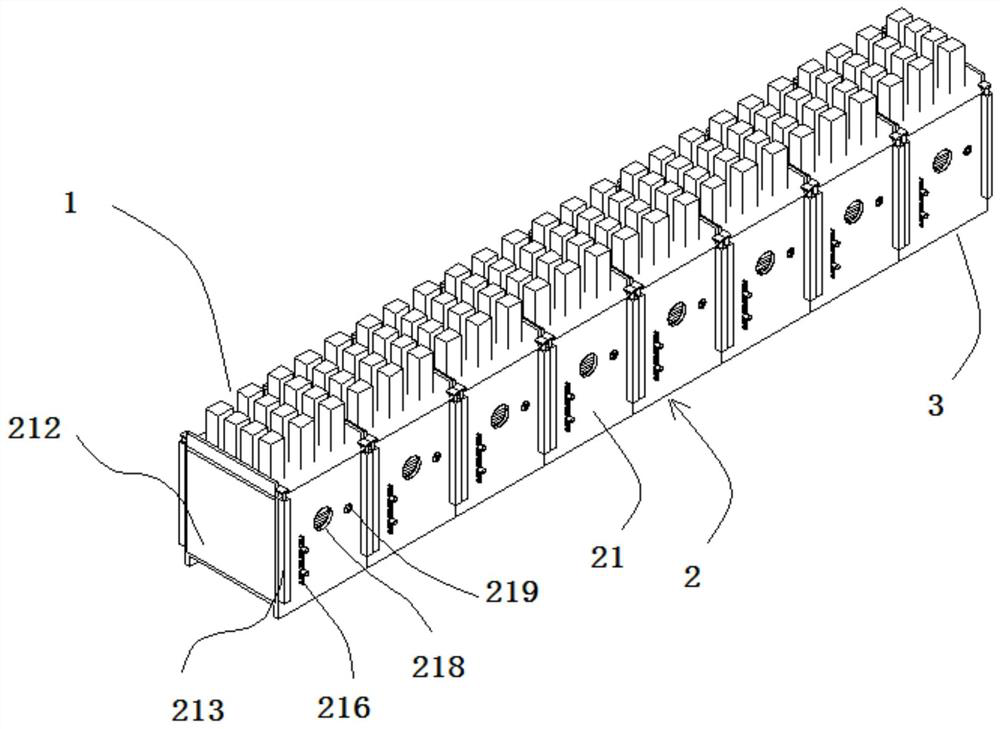
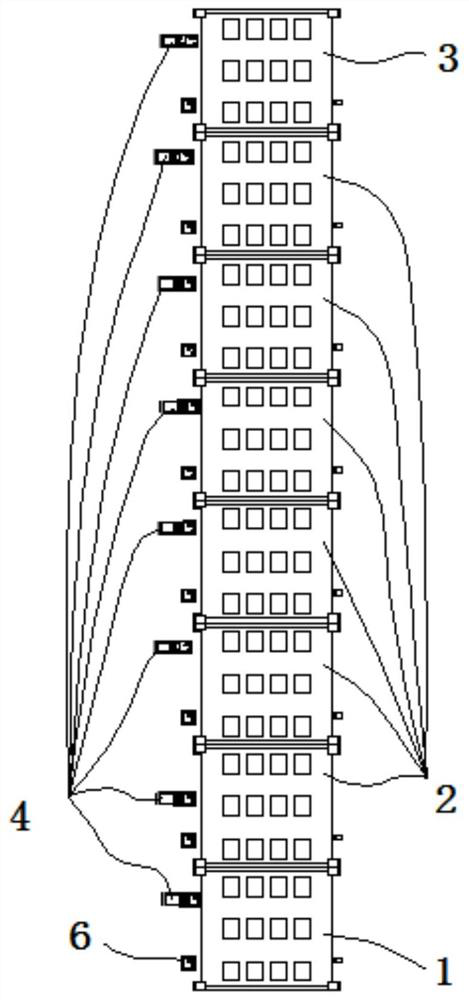
[0031] Please refer to figure 1 and figure 2 , figure 1 It is a schematic diagram of the high-vacuum continuous pressing device for the inner layer board of the PCB circuit technology provided by the pres...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com