

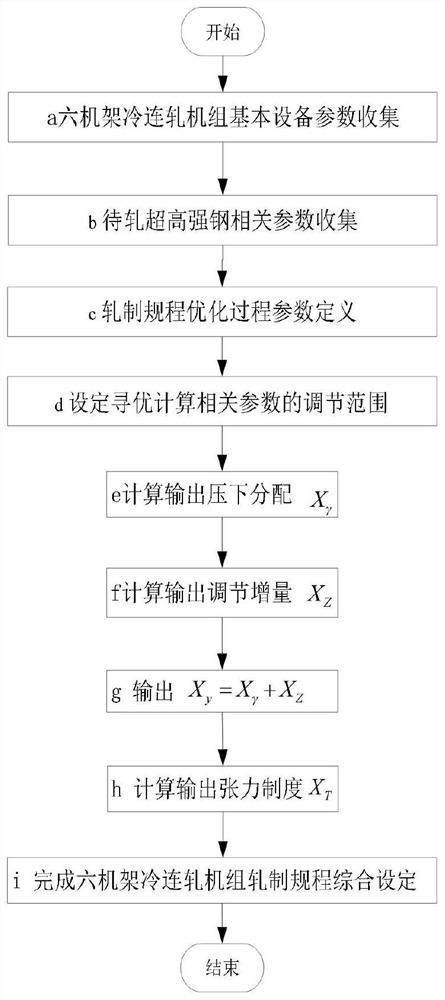
Comprehensive optimization setting method for rolling schedule of ultrahigh-strength steel of six-rack cold continuous rolling unit
A cold tandem rolling unit and ultra-high-strength steel technology, which is applied in the field of cold rolling, can solve the problems of affecting comprehensive rolling capacity and different comprehensive rolling capacity, so as to achieve uniform investment in rolling mill equipment capacity, ensure rolling stability, and ensure rolling stability. The effect of manufacturing stability and finished product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0087] First, the basic equipment parameters of the six-frame cold rolling unit, including: a conventional rolling mill (first, 2, 3, 5, 6 rack) and a small roller rolling mill (fourth rack) work roller The roller diameter is shown in Table 1, the maximum rolling pressure allows value
[0088] {P 1max , P 2max , P 3max , P 4max , P 5max , P 6max } = {27000, 27000, 27000, 27000, 27000, 27000} KN, maximum rolling power allowable value
[0089] {F 1max , F 2max , F 3max , F 4max , F 5max , F 6max } = {4200, 6000, 6000, 6400, 6000, 6000} KW The maximum allowable value and minimum allowable value of the tension of the i-1 rack
[0090] {T 1,2max , T 2,3max , T 3,4max , T 4,5max , T 5,6max } = {600, 600, 600, 600, 600} KN
[0091] {T 1,2min , T 2,3min , T 3,4min , T 4,5min , T 5,6min } = {58, 58, 58, 58, 58} KN
[0092] Table 1
[0093]
[0094] In step (b), the collected parameters to be rolled, high-stroke, including: collecting steel material thickness h 0 = 3.025mm, steel finished...
Embodiment 2
[0158] First, the basic equipment parameters of the six-frame cold rolling unit, including: a conventional rolling mill (first, 2, 3, 5, 6 rack) and a small roller rolling mill (fourth rack) work roller Roller diameter is as shown in Table 1, the maximum rolling pressure allowable value
[0159] {P 1max , P 2max , P 3max , P 4max , P 5max , P 6max } = {27000, 27000, 27000, 27000, 27000, 27000} KN, maximum rolling power allowable value
[0160] {F 1max , F 2max , F 3max , F 4max , F 5max , F 6max } = {4200, 6000, 6000, 6400, 6000, 6000} KW The maximum allowable value and minimum allowable value of the tension of the i-1 rack
[0161] {T 1,2max , T 2,3max , T 3,4max , T 4,5max , T 5,6max } = {600, 600, 600, 600, 600} KN
[0162] {T1,2min , T 2,3min , T 3,4min , T 4,5min , T 5,6min } = {58, 58, 58, 58, 58} KN
[0163] Table 1
[0164]
[0165] In step (b), the collected parameters to be rolled, high-stroke, including: collecting steel material thickness h 0 = 2.925mm, steel finishe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More