

Method for press hardening thermoformable blanks
A press quenching and thermoforming technology, applied in quenching agents, forming tools, quenching devices, etc., can solve problems such as wear, forming tool pollution, slab hydrogen embrittlement, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
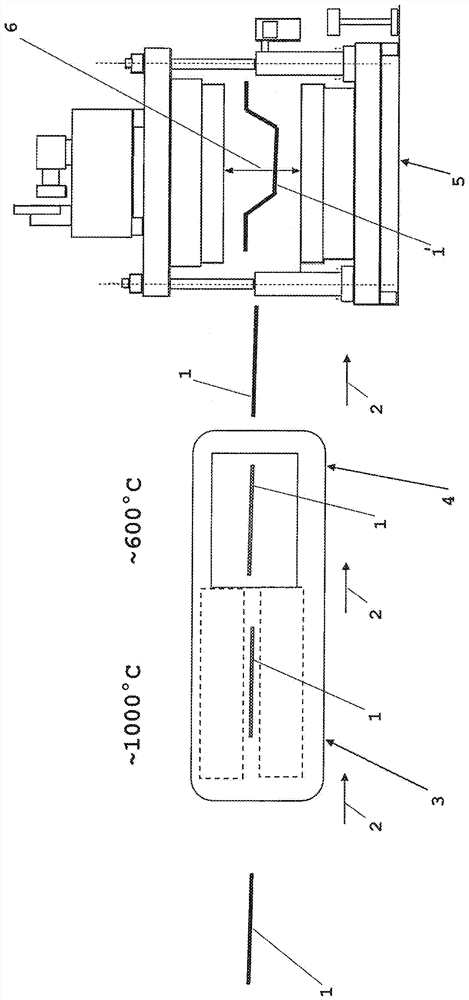
[0082] According to the invention, the slab 1 is conveyed in the direction of the movement arrow 2 through a heating zone marked 3 in which the slab is heated at least partially, preferably completely, continuously or discontinuously at least to austenitization The temperature is at or slightly above the austenitizing temperature, in this example to about 1000°C.
[0083] The slab 1 is an uncoated steel material made of hot-formable steel. In this case, the ingress of oxygen is prevented during the heating to the austenizing temperature in the heating zone 4 . The slab 1 heated to the austenitizing temperature is cooled in an intermediate cooling zone 4 to a temperature below the austenitizing temperature but above the martensite start temperature, for example to 600°C. The slab 1 is then introduced into the forming tool 5 within seconds of leaving the cooling zone 4 . Here, the temperature in this example is about 550°C. In the forming tool 5 the blank 1 is formed and pre...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More