
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Self-coiling plastic and preparation process thereof
A preparation process and plastic technology, applied in the field of self-rolling material preparation, can solve the problems of easy deformation of openings, large openings, loss of cables, and wire wrapping and sealing, and achieve mechanical properties, strong self-rolling ability, and application strong effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0026] A kind of preparation technology of self-rolling plastics, is characterized in that, comprises the following steps:
[0027] Melt and mix 100 parts of plastic particles and 0.5-10 parts of flame retardant;
[0028] The mixed material is extruded into the spiral integrated mold through the extruder and extruded into shape, and the section of the outlet of the spiral integrated mold is a spiral disc structure;
[0029] It is then cooled to obtain the self-rolling plastic.
[0030] The mixing is completed in the mixer, and plastic particles are added into the mixer, and the flame retardant is mixed evenly. Then use an extruder to extrude the mixture into a screw integral mold for molding, and extrude to obtain a self-rolling plastic. The cross-section of the spiral one-piece mold is a spiral disk structure, so that the plastic can be shaped into a spiral roll shape.
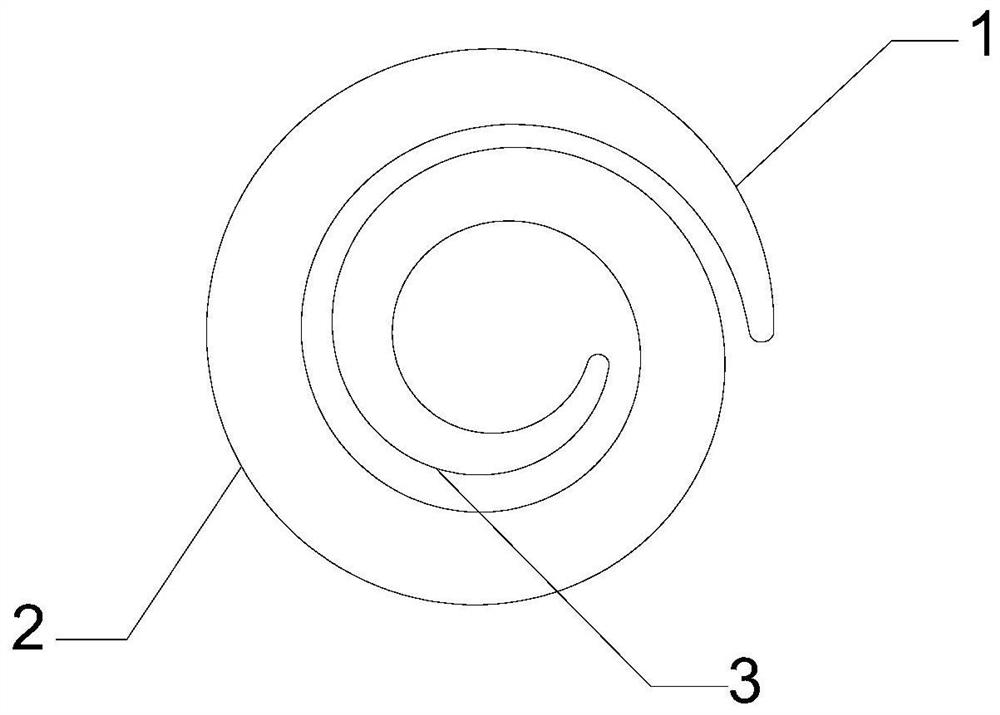
[0031] preferred, such as figure 1 As shown, the spiral one-piece mold includes a first end portion 1,...
Embodiment 1
[0041] Mix 100 parts of PVC granules and 0.5 parts of aluminum hydroxide at 160°C for 2 minutes; after mixing evenly, extrude the mixture through a plastic extruder into a spiral integrated mold with a spiral disc structure in cross-section. The temperature of the extruded screw barrel is adjusted at 170°C, and the temperature of the spiral integrated mold is 60°C; after forming, it is blown to cool, and cooled to room temperature to obtain the finished self-rolling plastic. The obtained self-rolling plastic has the same shape as the forming mold, and the plastic is naturally rolled inward. When the opening is opened during use, it can be automatically rolled to the initial state after use. There is no obvious change in the gap between the spiral outer ring and the inner ring, and the automatic winding performance is strong.
Embodiment 2
[0043]Mix 100 parts of PC granules and 5 parts of brominated polystyrene at 230°C; after mixing evenly, extrude the mixture through a plastic extruder into a spiral integrated mold with a spiral disc structure in cross section; extrude The temperature of the extruded screw barrel is adjusted at 230°C, and the temperature of the spiral integrated mold is 80°C; after forming, it is blown to cool, and cooled to room temperature to obtain the finished self-rolling plastic. The obtained self-rolling plastic has the same shape as the forming mold, and the plastic is naturally rolled inward. When in use, it can be automatically rolled to the initial state after opening the opening and used. There is no obvious change in the gap between the spiral outer ring and the inner ring, and the automatic winding performance is strong.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com