Efficient built-in shutter production line and production process
A shutter and production line technology, applied in the field of shutters, can solve the problems of reduced output, slow sealing speed, accumulation, etc., and achieve the effect of increasing output and improving production speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0031] The technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only a part of the embodiments of the present invention, but not all of the embodiments. Based on the embodiments of the present invention, all other embodiments obtained by those of ordinary skill in the art without creative efforts shall fall within the protection scope of the present invention.
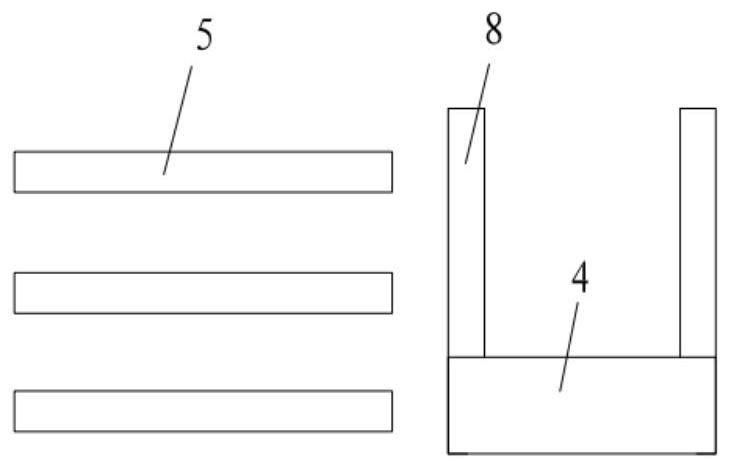
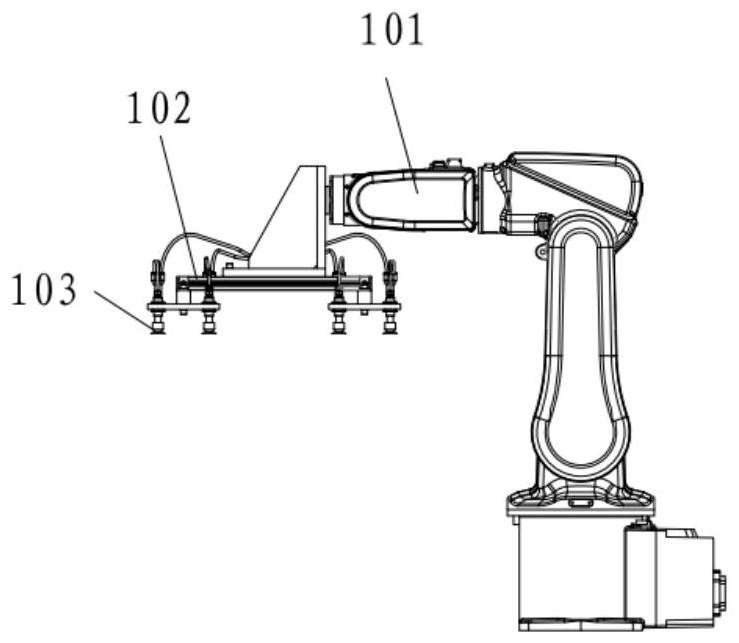
[0032] see Figure 1-2 , a high-efficiency built-in shutter production line, including a grab device 1, a cleaning device 2, a lamination part, a tablet press 3, a turning and pushing mechanism 4 and a plurality of insulating glass sealing lines 5, which are arranged in sequence. There is a rack 6 for hanging window frames, both ends of the cleaning device 2 and both ends of the tablet press 3 are connected with a roller conveyor 7, a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More