

Vacuum auxiliary resin penetration process for composite material and mould therefor
A vacuum-assisted, resin-infiltrated technology, which is applied to the molding process of composite materials and the field of molds, can solve the problems of complex, uncontrollable, and high cost of the molding process, and achieve the effect of simple operation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
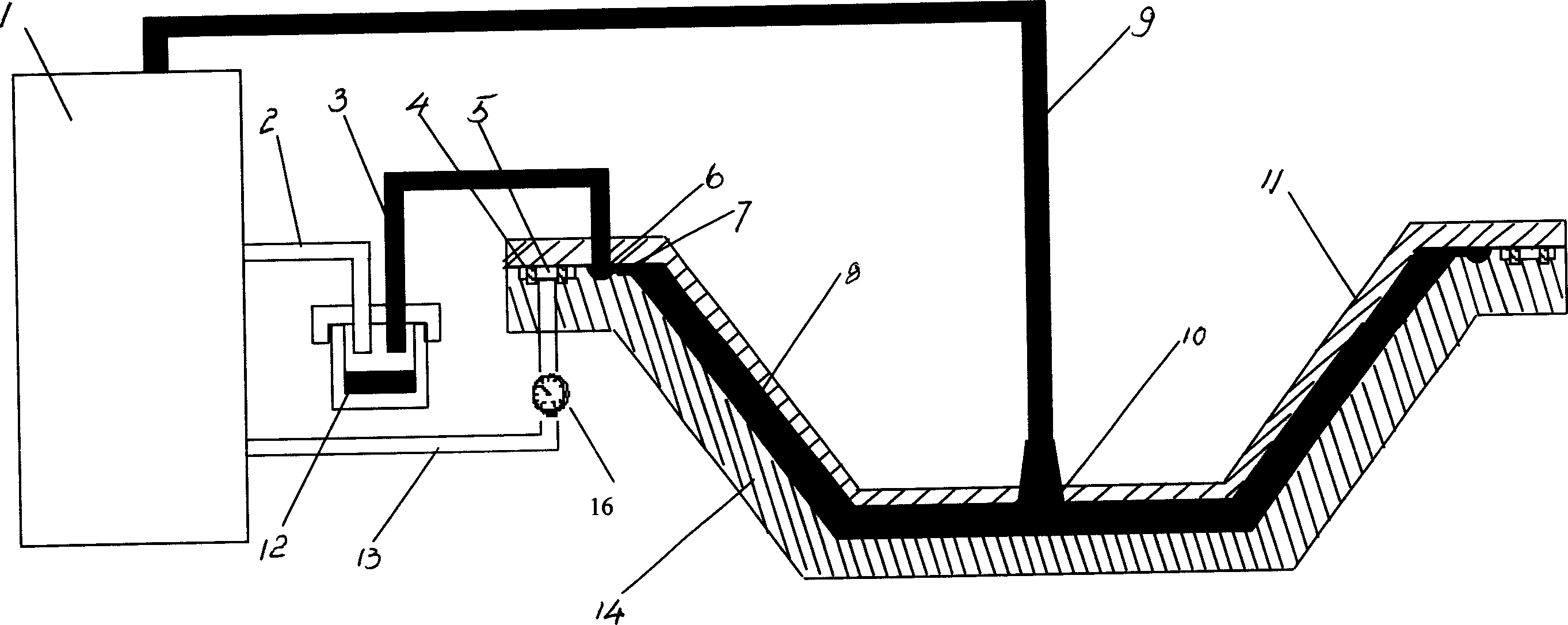
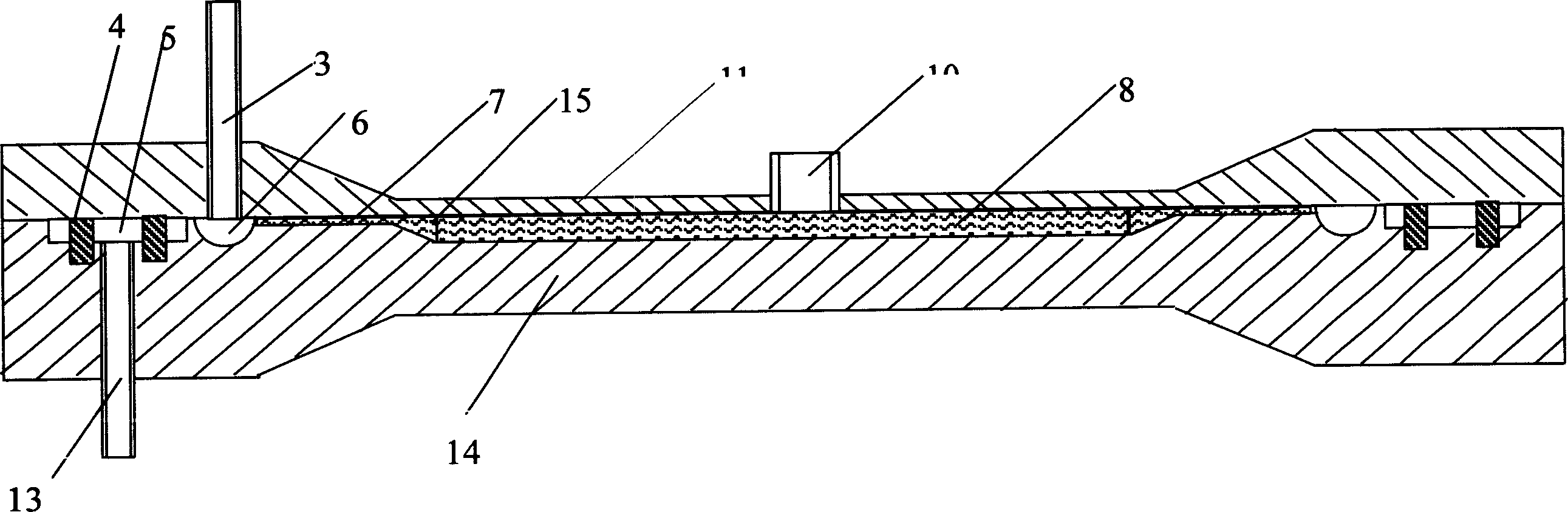
[0060] The upper mold is a glass fiber reinforced plastic soft mold, and the lower mold is a glass fiber reinforced plastic hard mold. The resin is injected through the pipeline 10, and the pipeline 3 is vacuumized. This method is suitable for products with a height less than 1.5 meters.
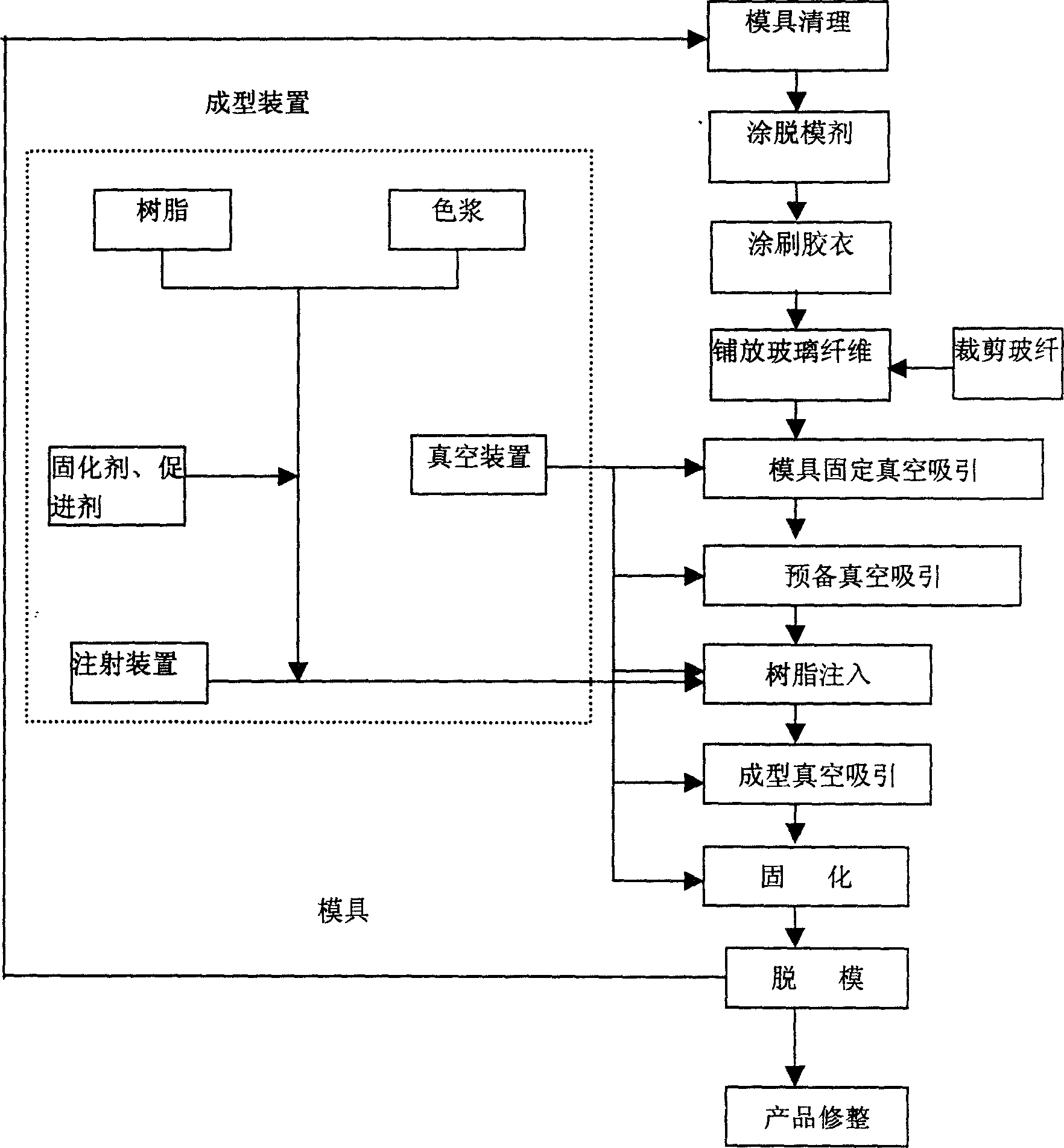
[0061] The specific process flow is: first clean the surface of the mold, apply 5-6 times of high-efficiency release agent, and the interval between each time is 15 minutes; evenly brush the gel coat on the upper and lower mold surfaces, after the gel coat is cured, according to the product Lay the glass fiber thickly, and lay the glass fiber outside the parting surface, pre-fix the edge of the mold with clamps, depressurize the mold by the RIV molding device to above -0.7MPa in the mold fixing vacuum circuit, so as to better fix the mold. Decompress the molding vacuum circuit to -0.2~-0.3MPa, compact the fibers, then release the vacuum of the molding vacuum circuit, and inject through the mol...
Embodiment 2
[0063] The upper mold is a FRP hard mold, the lower mold is a FRP soft mold, the resin is injected through the pipeline 3, and the mold cavity is evacuated through the pipeline 10. This method is suitable for products with a height of more than 1.5 meters. The specific implementation process is the same as the first embodiment.
Embodiment 3
[0065] The upper mold is made of FRP hard mold, and the lower mold is made of FRP soft mold. Inject from one side. At this time, inject evenly along the width of the mold cavity, and then suck from the other side. This method takes a long time to fill and is suitable for products that require both sides. Molding of products with light or complex shapes. The specific implementation process is the same as the first embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More