

Golf club
a technology for golf clubs and clubs, applied in golf clubs, sports equipment, manufacturing tools, etc., can solve the problems of excessive welding beading, too small thickness of welded portions, and front edge of crown likely to sink toward the insid
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
first embodiment
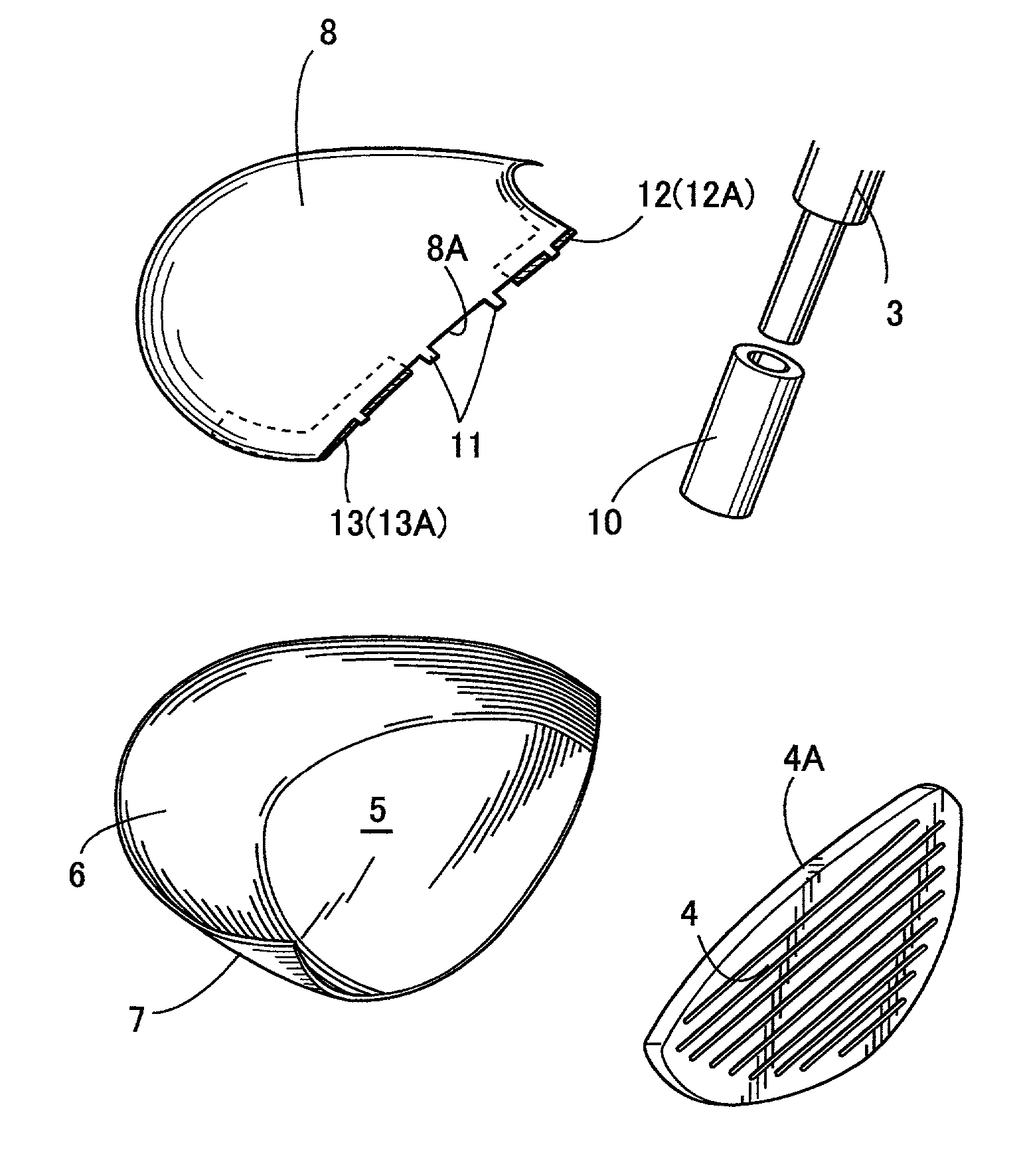
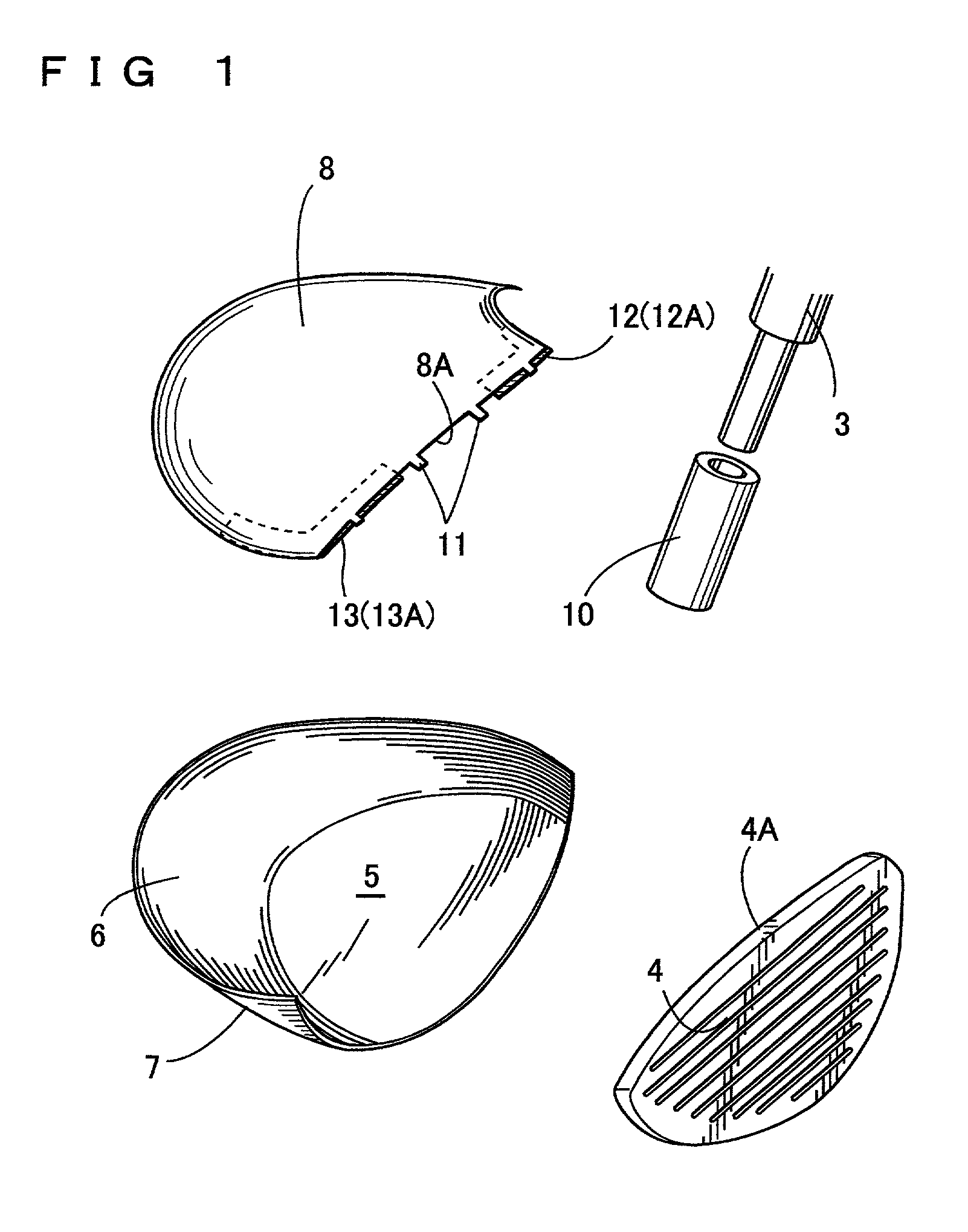
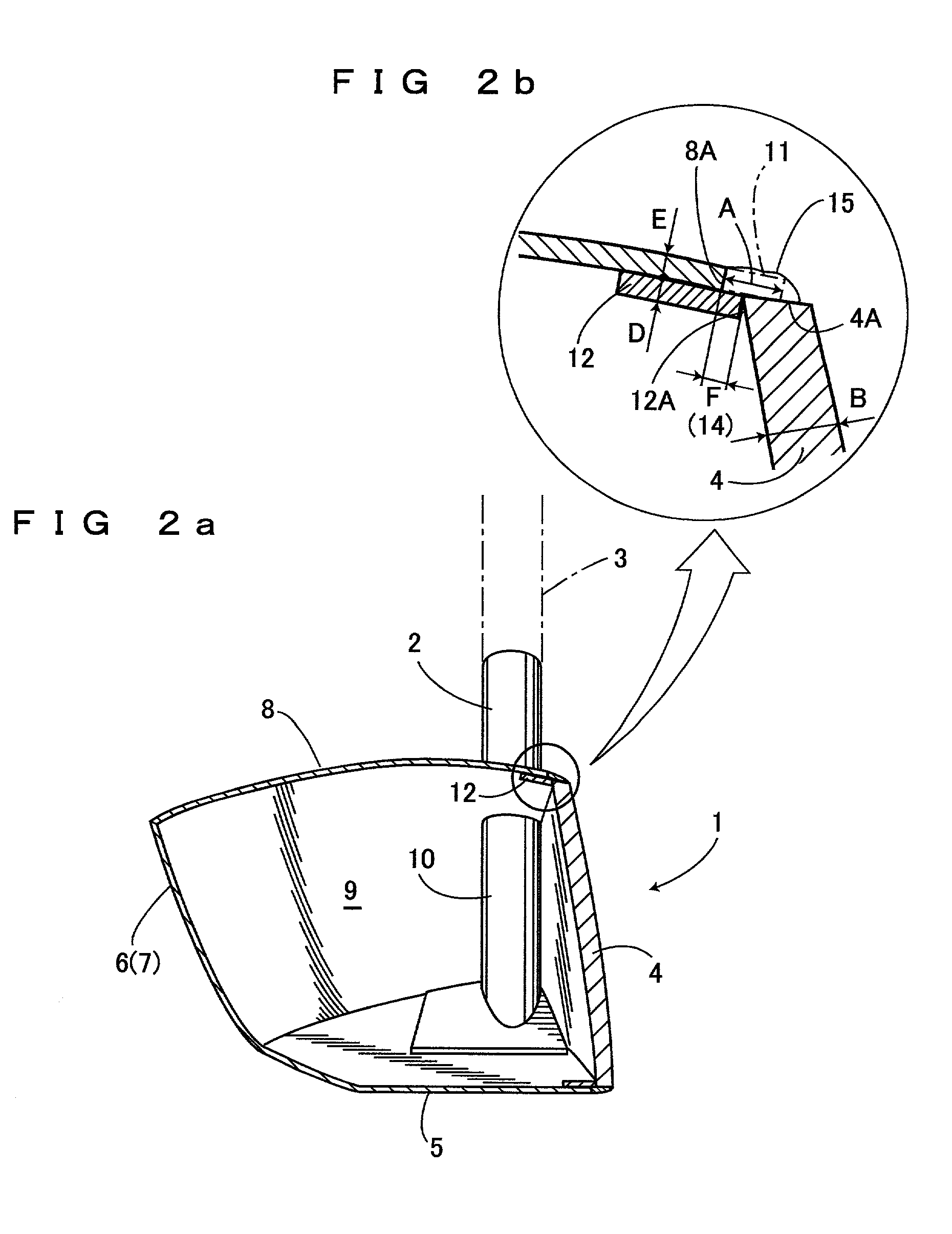
[0025] In FIGS. 1 to 3 showing the invention, a metallic wood golf club commonly known as "metal wood club", comprises a head 1 having a hosel 2 serving as a shaft attachment portion and a shaft 3 connected to the hosel 2. The head 1 is integrally formed by joining a plurality of metallic shells together. In the present embodiment, such metallic shells consist of: a face shell 4 on a front; a sole and side-peripheral shell 7 forming a sole 5 and a peripheral side portion 6; and a crown shell 8, which are made of beta type titanium alloy, respectively, and joined together by welding the respective peripheral edges one another. In the meantime, the head 1 has a hollow portion 9 with a shaft attachment pipe 10 disposed therein through the hosel 2, while a lower portion of the shaft 3 is inserted into said pipe 10. The thickness of the crown shell 8 is smaller than that of the sole and peripheral side shell 7, while the thickness of the sole and peripheral side shell 7 is smaller than t...
second embodiment
[0036] In the second embodiment, a reinforcing member 21 is integrally fixed to the inside of the front edge 8A of the crown shell 8 along the edge thereof. This reinforcing member 21 is disposed along an entirety of the front edge 8A, i.e., continuously from one side of the front edge 8A to the other side thereof, having a thickness of about 1 mm, for example, which is nearly as thin as the front edge 8A, and a width of about 5 mm. In the present embodiment, the reinforcing member 21 is integrally provided by spot welding at both sides of the front edge 8A, having a front edge 21A protruding from the front edge 8A. The projection length of the reinforcing member 21 is about 1 mm, for example, which is smaller than that of the projection 11.
[0037] Accordingly, when welding the upper edge 4A of the face shell 4 to the front edge 8A of the crown shell 8, the distal end of the reinforcing member 21 is abutted to the rear face of the face shell 4 while the projections 11 are allowed to ...
third embodiment
[0039] In the third embodiment, cladding 31 is integrally provided in advance on the inside face of the front edge 8A of the crown shell 8, said cladding 31 being provided along the edge 8A only. The cladding 31 is provided by putting weld bead, along a part or entire length of the front edge 8A, having a thickness of about 1 mm, for example, nearly as thin as the front edge 8A, and a width of about 5 mm.
[0040] Accordingly, when welding the upper edge 4A of the face shell 4 to the front edge 8A of the crown shell 8, the upper edge 4A of the face 4 is abutted to the front edge 8A of the crown shell 8, and then, welding is carried out with the beads 15 being placed between the upper edge 4A and the front edge 8A. Thus, the front edge 8A can be reinforced by the cladding 31 when the front edge 8A side is exposed to the risk of thermal deformation by the welding heat.
[0041] Specifically, in a golf club comprising the head 1 having the shaft 3 connected thereto, said head 1 being integra...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More