

Method Of Manufacturing A Crankshaft And A Half-Finished Crankshaft
a technology of crankshaft and crankshaft, which is applied in the field of crankshafts, can solve the problems of increasing strictness and increasing the cost of control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
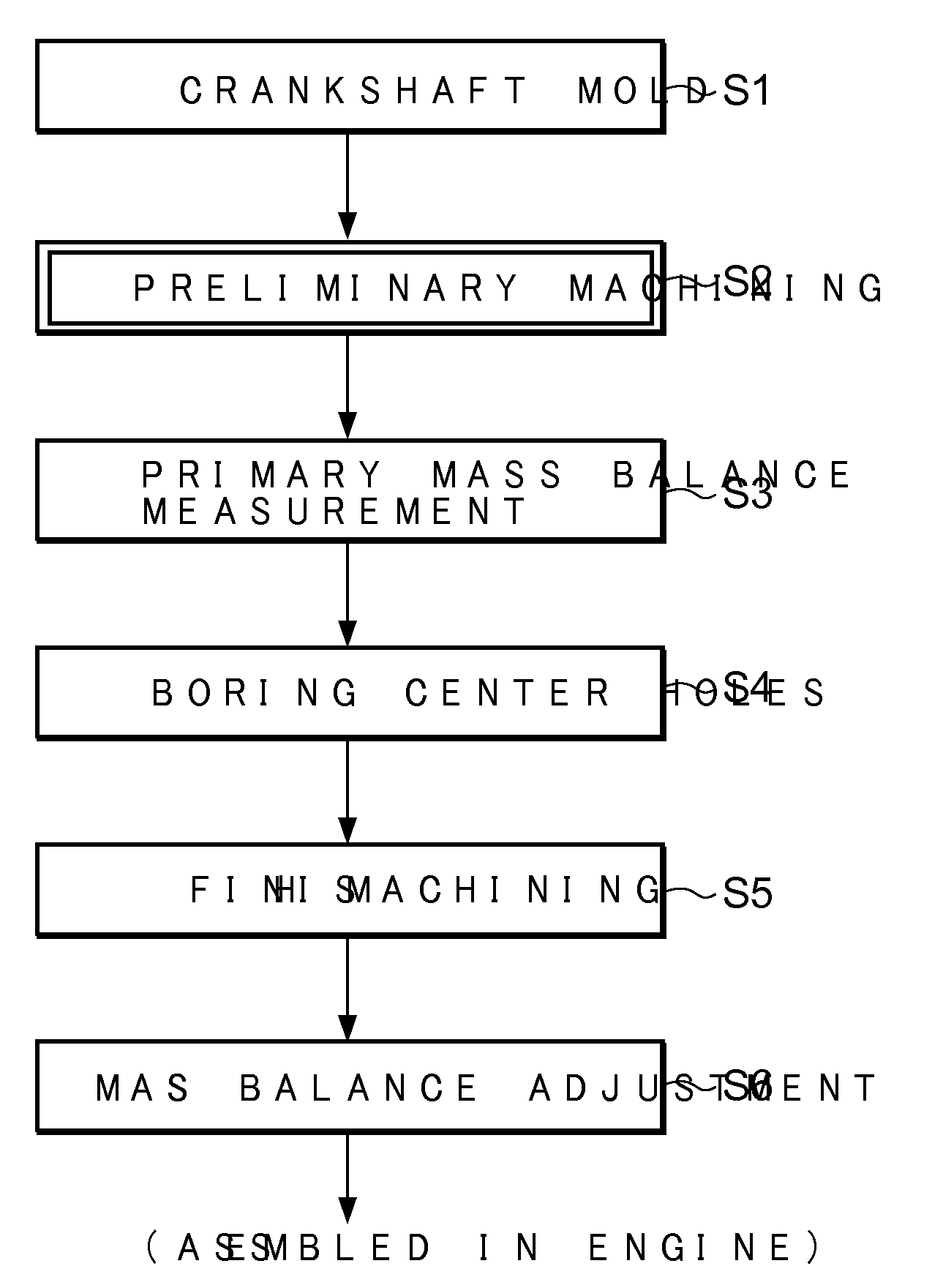
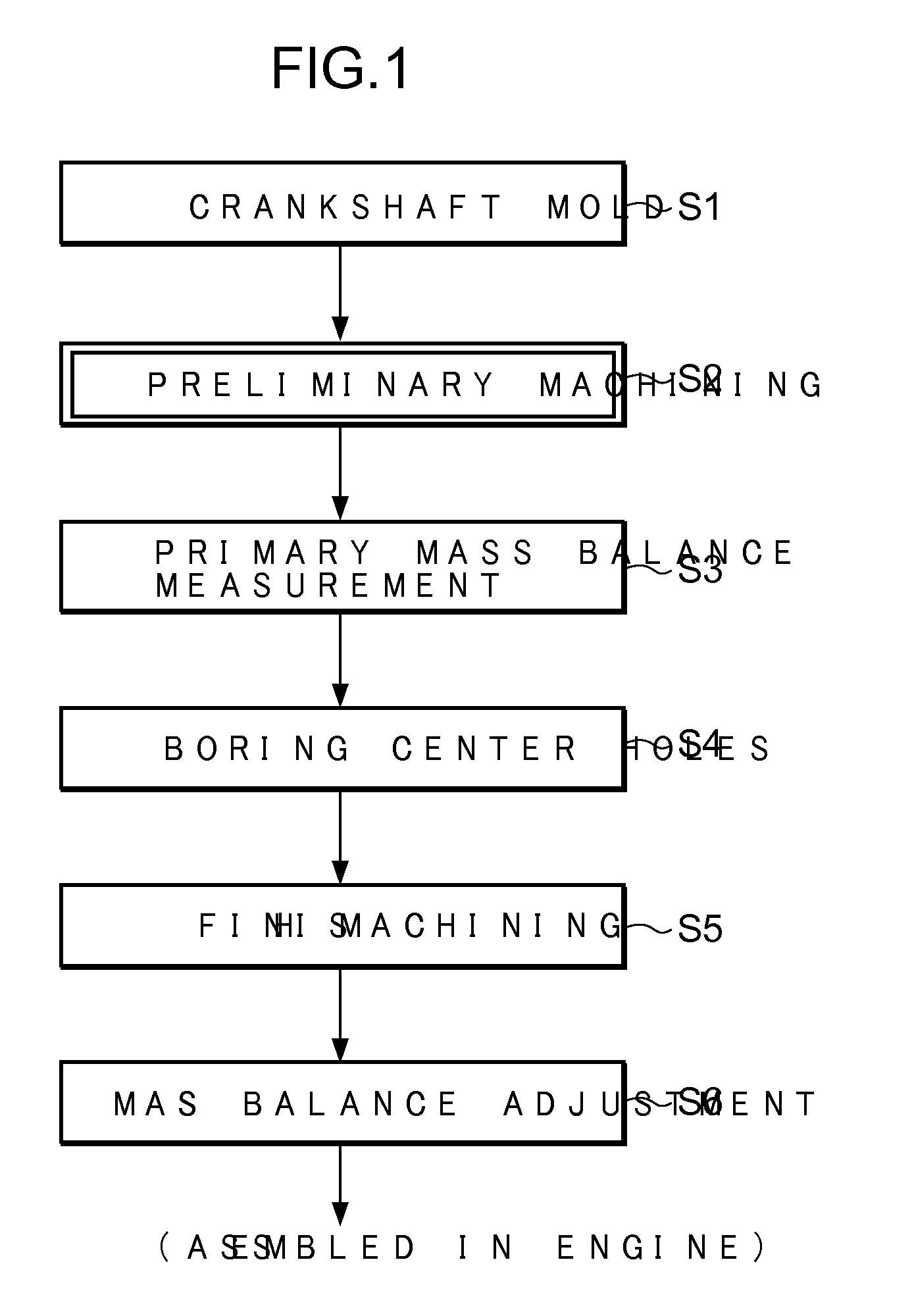
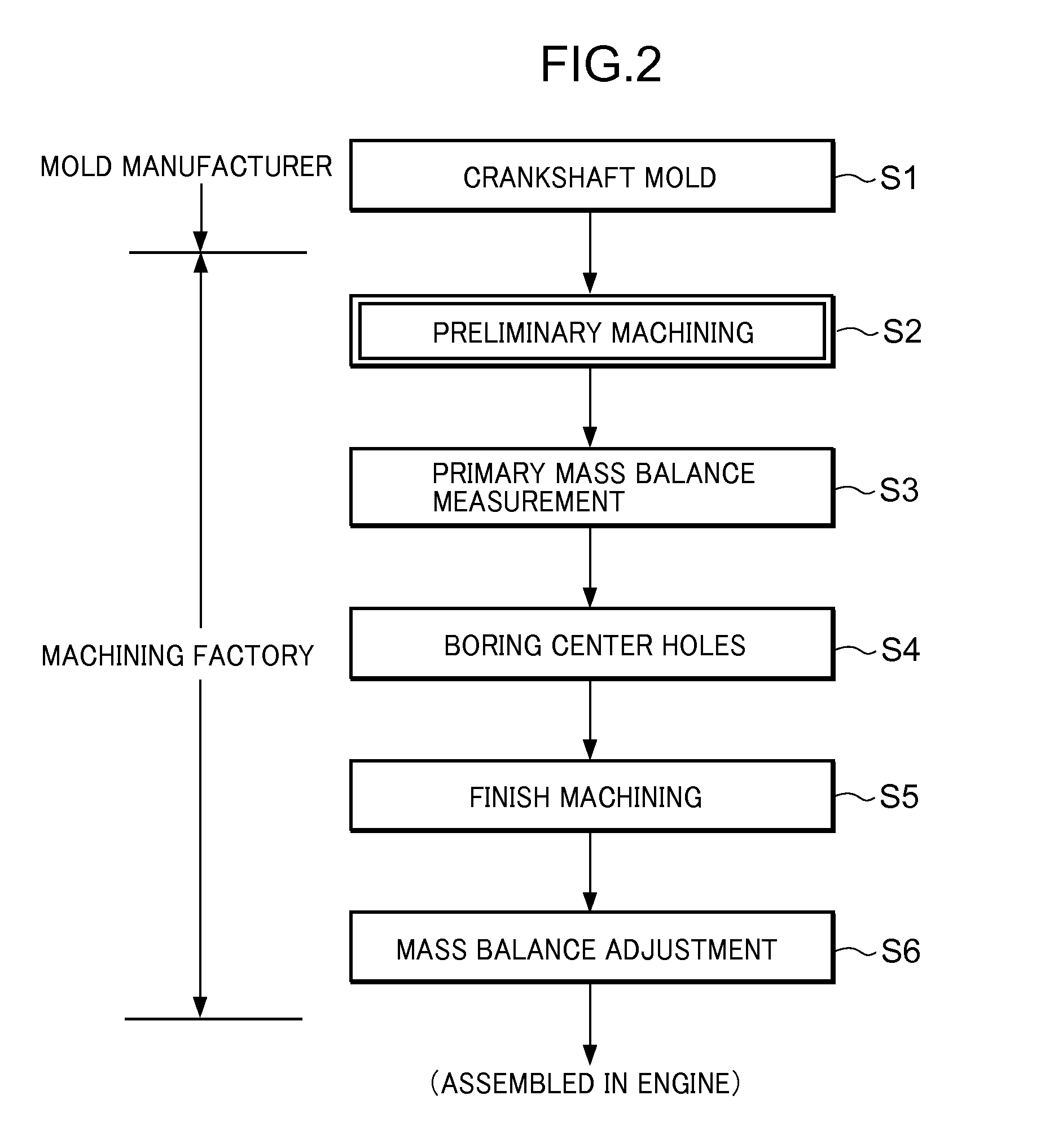
[0034]Preferred embodiments of the present invention will be described below with reference to the attached drawings. FIG. 6 is a flowchart showing a series of steps for manufacturing a forged crankshaft according to a first embodiment of the invention.
[0035]Steps S111 to S119 shown in FIG. 6 make up a process for preparing a half-finished crankshaft from a crankshaft blank. The process for preparing a half-finished crankshaft is carried out in a factory for manufacturing crankshaft molds (hereafter called a mold manufacturing factory as well). As apparent from comparison with FIG. 9 showing an existing manufacturing process, the embodiment of the present invention includes a preliminary machining step S117 interposed before primary mass balance measurement S118. In the preliminary machining step S117, a treated crankshaft mold, which is a ready-to-machine crankshaft stock, is subjected to machining at its balance weight portions. Balance weight portions of the treated crankshaft mo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| draft angle | aaaaa | aaaaa |
| draft angle | aaaaa | aaaaa |
| draft angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More