

Method of manufacturing a beam
a beam and beam technology, applied in the direction of structural elements, building components, soldering apparatus, etc., can solve the problems of increasing the workload of workers, reducing the service life of workers, so as to reduce the cross sectional area and reduce the load
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
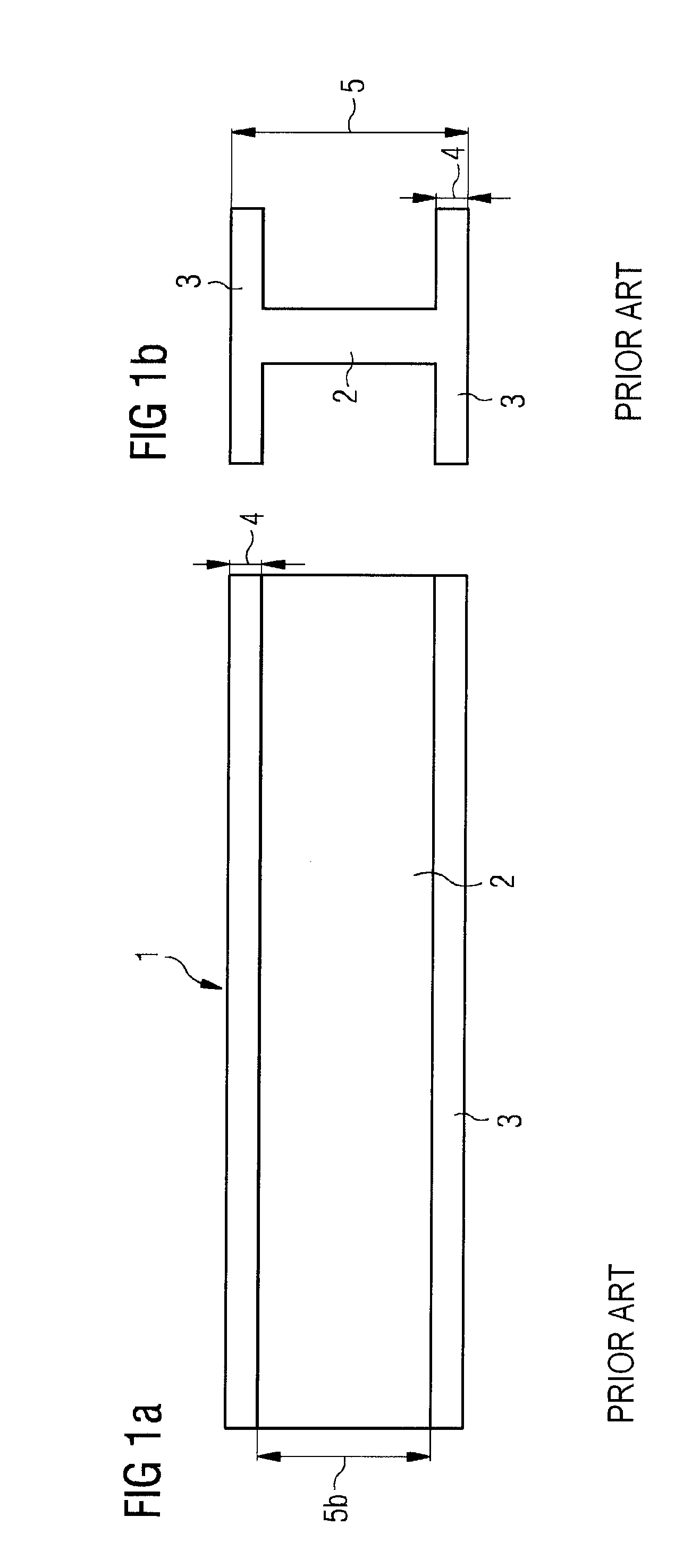
[0032]In a conventional universal beam as illustrated in FIGS. 1a and 1b, the beam 1 has an elongate web 2 and transverse flanges 3 at each elongate edge at the top and bottom of the web. As can be seen from FIG. 1b, the thickness 4 of the flanges along their entire lengths, the depth 5b of the web 2, i.e. its height between its flanges 3 in FIGS. 1a and 1b and the depth 5 of the beam, i.e. the height of the beam including its thickness of its flanges 3 is constant along the length of the beam. Since the cross section is constant and must meet the maximum load requirements along the length of the beam, then at those points along the length at which the maximum loading is not experienced there is more material than is actually required.
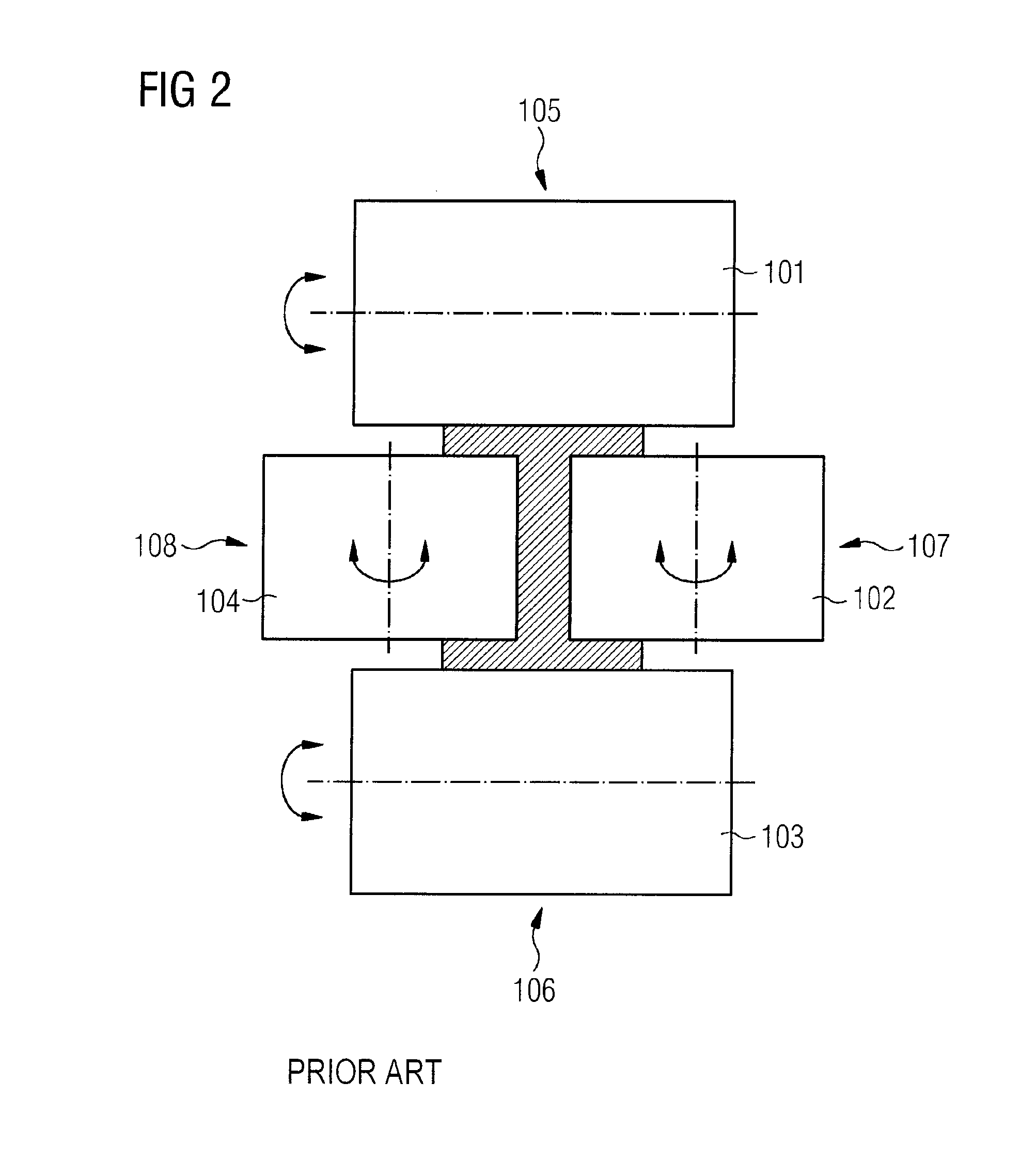
[0033]FIG. 2 illustrates the final rolling step in a conventional universal beam mill in which rolls 101, 103 roll the flanges by exerting a roll force 105, 106, whilst rolls 102, 104 roll the web by exerting a roll force 107, 108. In practice, univers...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| shape | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More