

Water jet processing method
a technology of water jets and processing methods, applied in the field of water jet processing methods, can solve the problem of unlikely bounce of processing water, and achieve the effect of preventing abnormal processing and damag
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
working example
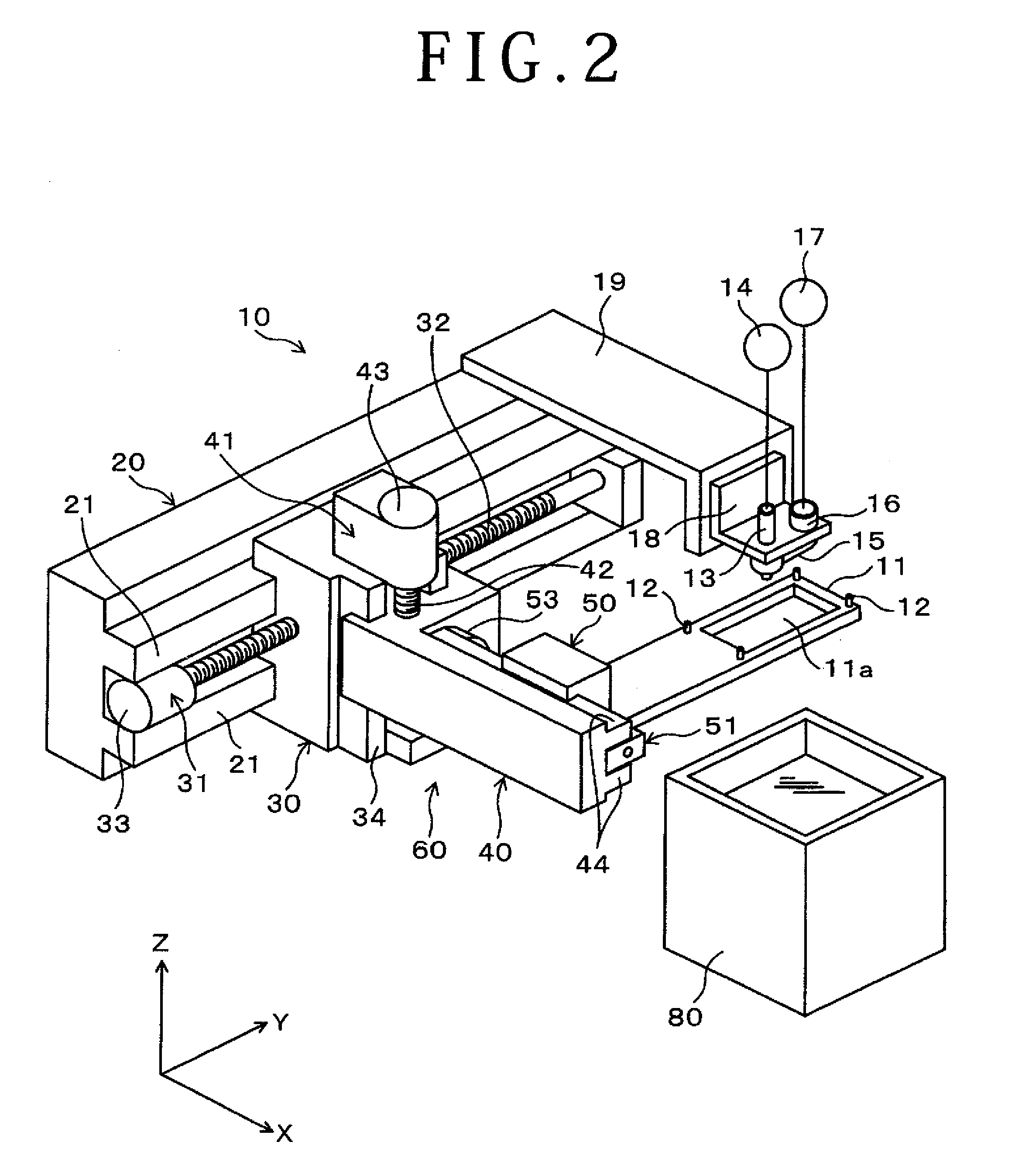
[0060]A glass epoxy plate with a thickness of 3 mm is cut in a cross shape by the same water jet processing machine as that illustrated in FIG. 2. Initially, a first predetermined cutting line to be cut first was cut by water jet emitted from a nozzle at a relative travel speed of 35 mm / sec. Incidentally, it was grasped that an angle θ of delay-inclination occurring at this time as shown in FIG. 3B was about 14.5° and the distance d is about 0.8 mm. Next, a second predetermined cutting line crisscross intersects the first cut lines thus formed was cut at 35 mm / sec at a portion thereof immediately anterior to the intersection. When a position to within 0.9 mm of the first cut line is reached, the relative travel speed of the nozzle is decelerated to 3 mm / sec and the intersection is traversed to form a second cut line.
PUM
| Property | Measurement | Unit |
|---|---|---|
| emission-distance | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| relative travel speed | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More