

Steel ball cold heading technique and steel ball cold header
A cold heading machine and cold heading technology, applied in the direction of manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve problems such as uneven distribution of stress and strain, low pass rate of steel ball blanks, folding, etc., and achieve stress The effect of uniform strain distribution, improvement of quality and pass rate, and reduction of production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The specific implementation manners of the present invention will be further described in detail below in conjunction with the accompanying drawings.
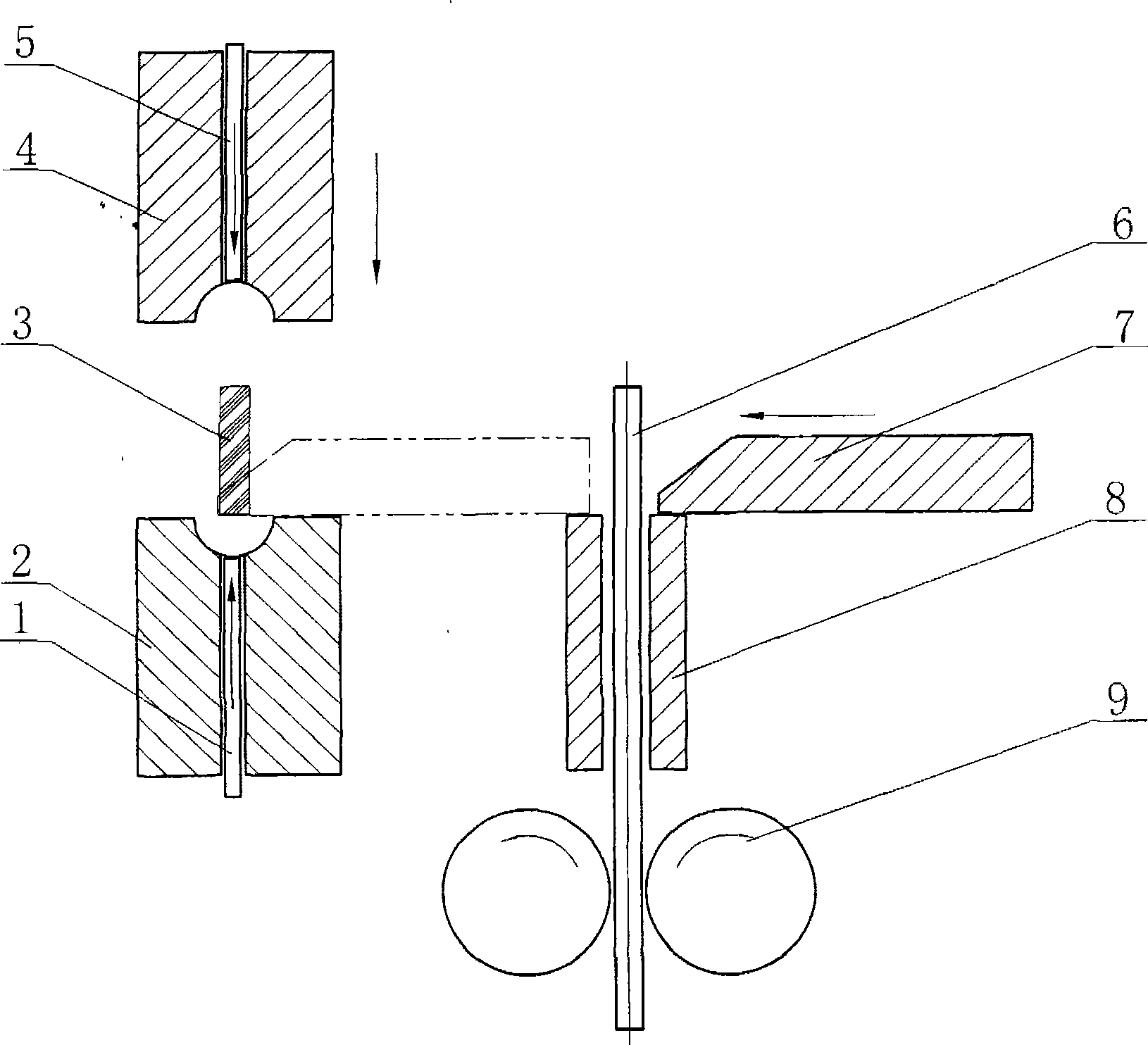
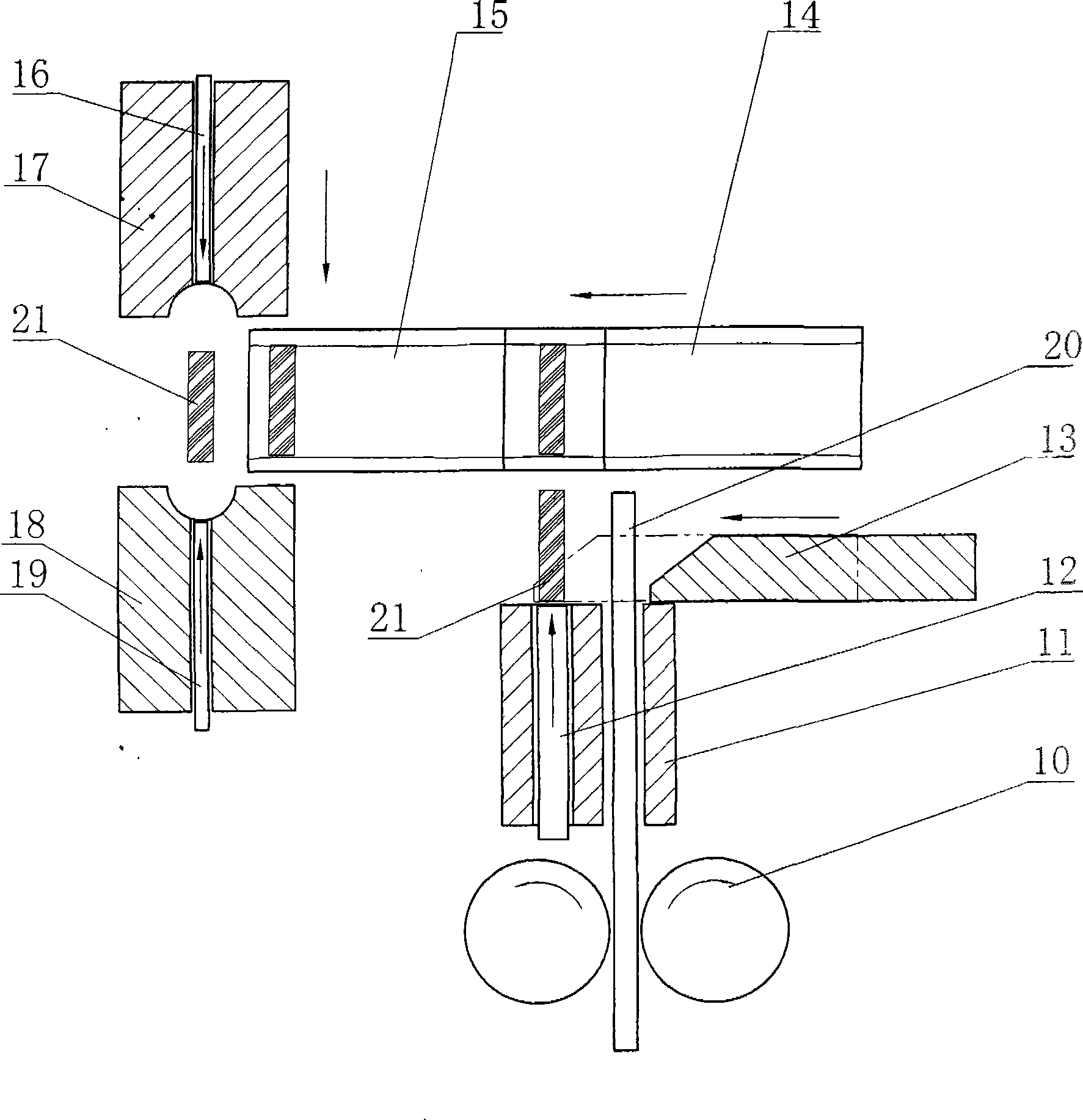
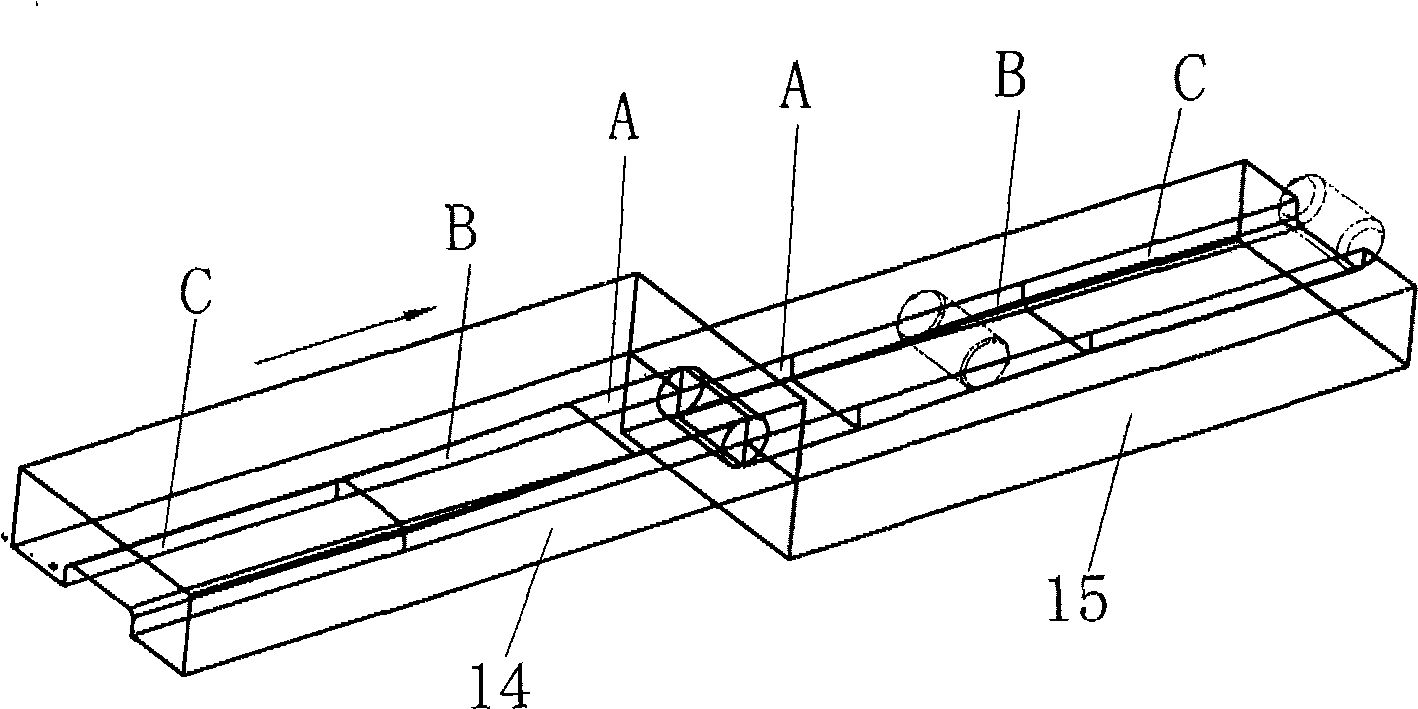
[0030] Such as figure 2 As shown, the motor drives the feeding wheel 10 of the feeding mechanism to send the bar 20 along the axial direction of the guide hole of the guide plate 11. After the bar stretches out to a certain length, the shearing die 13 of the shearing mechanism will send the bar 20 Cut, and send the sheared blank 21 to the end face of the ejector rod 12 of the feeding mechanism, and the ejector rod 12 pushes the blank 21 into the inner cavity of the upper rubbing die 14 and the lower rubbing die 15 of the rubbing cutting mechanism, and the upper The rubbing die 14 and the lower rubbing die 15 make relative movement to pre-deform the blank 21 in its cavity, and send the pre-deformed billet 21 to the cold heading die through the feeding mechanism (not shown in the figure), and the upper die The ejector pi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More