

Full helicoidal surface Micro-drill web thinning method
A drill chisel edge, chisel edge grinding technology, used in twist drills, drill accessories, drilling/drilling equipment, etc. The small size of the micro-drill has the effect of improving the drilling performance, the drilling performance and the centering ability.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
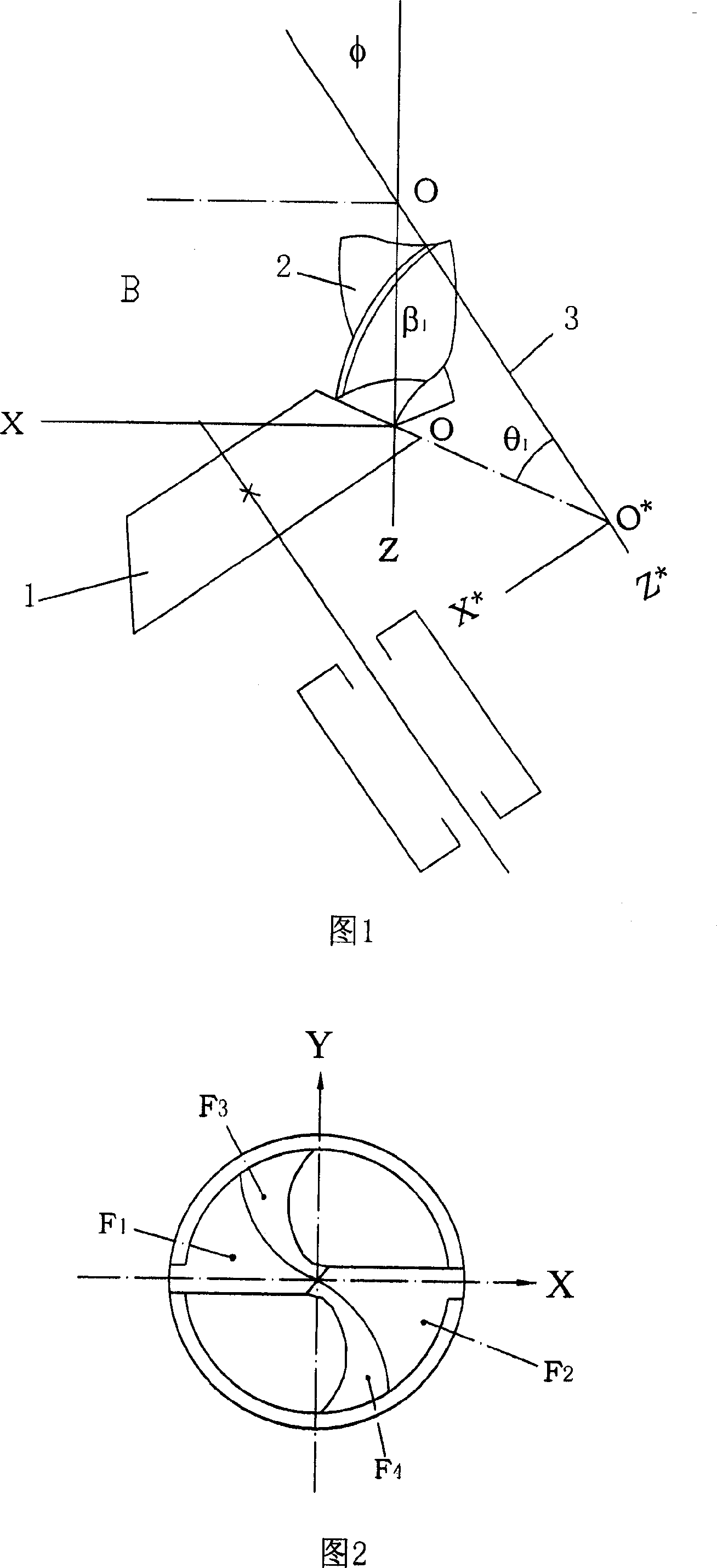
[0012] Embodiment 1: The drill bit 2 is fixed, and the grinding wheel moves. According to the parameters in Figure 1, adjust the relative position of the grinding wheel 1 and the drill bit 2, so that the backlash of the drill bit 2 is aligned with the grinding wheel 1, and the grinding wheel 1 is along the axis 3 of the spiral flank, that is, Z * Move a distance C in the axial direction, so that the grinding wheel 1 can grind to the core of the drill bit 2, and form a plane in the backlash part of the original flank of the drill point, that is, the second flank F 3 ;When the second flank F on one side 3 After the sharpening is completed, the drill bit 2 rotates 180° around its own axis relative to the starting position of the sharpening, and sharpens a symmetrical second flank F 4 .
Embodiment 2
[0013] Embodiment 2: The grinding wheel 1 is fixed, and the drill bit moves. According to the parameters in Figure 1, adjust the relative position of the grinding wheel 1 and the drill bit 2, so that the tail gap of the drill bit 2 is aligned with the grinding wheel 1, and the drill bit 2 is along the spiral flank axis 3, that is, Z * Move a distance C in the axial direction, so that the grinding wheel 1 can grind to the core of the drill bit 2, and form a plane in the backlash part of the original flank of the drill point, that is, the second flank F 3 ;When the second flank F on one side 3 After the sharpening is completed, the drill bit 2 rotates 180° around its own axis relative to the starting position of the sharpening, and sharpens a symmetrical second flank F 4 .
[0014] After grinding the chisel edge, F is formed on the drill tip 1 and F 2 is the first flank, F 3 and F 4 is the second flank.
[0015] Second flank F 3 The equation is:
[0016] f 3 =X * +Z ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More