

Medium-sized car drive axle housing semi-axis sleeve welding process
A half-shaft casing and welding technology, which is applied in the direction of axles, welding equipment, gas flame welding equipment, etc., to achieve the effect of solving the bending strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
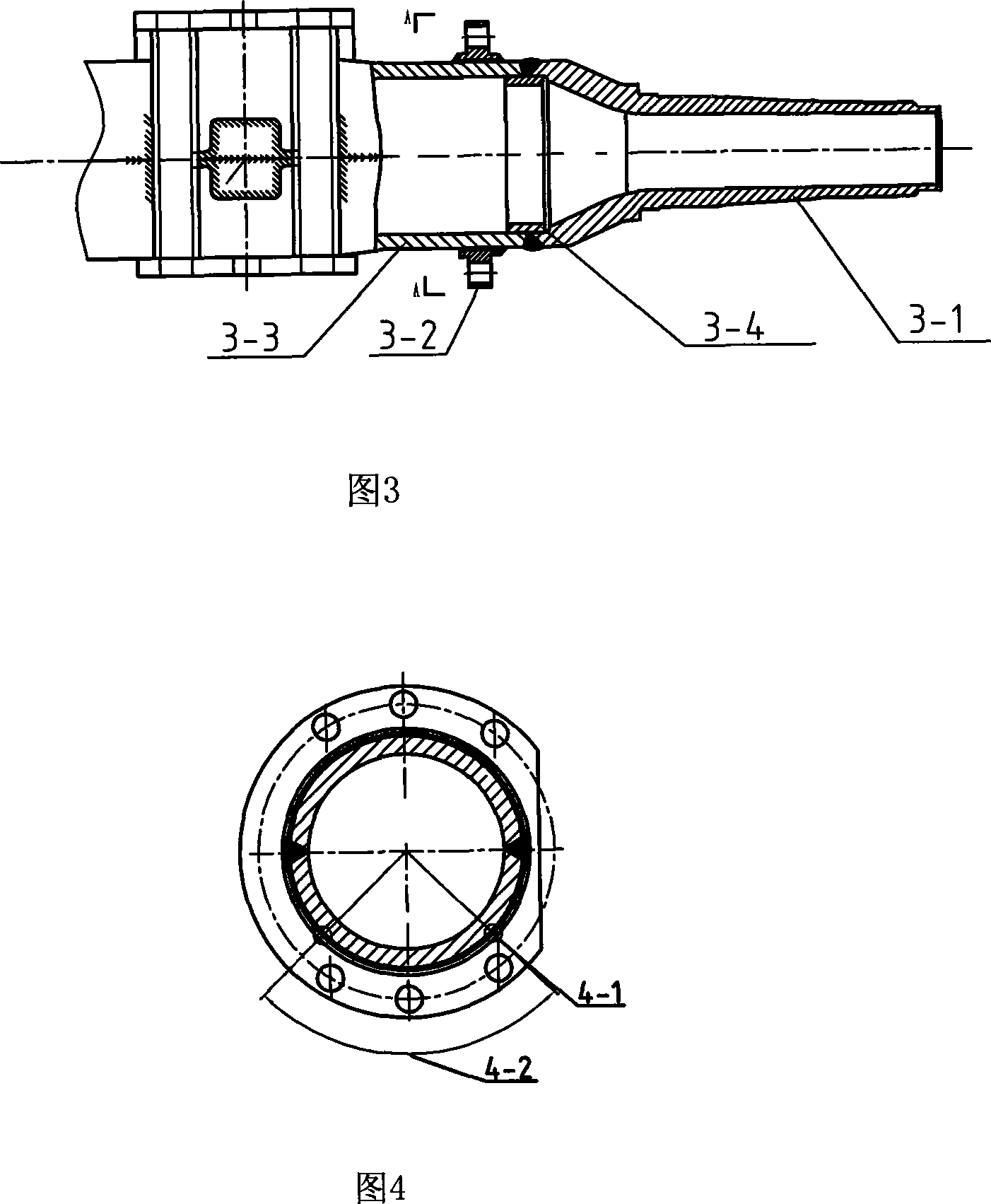
[0017] 1) The mounting flange 3-2 of the brake is separated from the axle bushing 3-1, and the mounting flange 3-2 of the brake is welded on the axle housing body 3-3;
[0018] 2) The mounting flange 3-2 of the brake is directly welded on the axle housing body 3-3, the periphery of the weld seam of the outer ring is fully welded, the shape of the weld seam is concave arc shape, the welding toe is 5mm high and 8mm wide; the inner ring is welded The 270° range around the seam is welded, and the 90° range below is not welded. The shape of the weld seam is concave arc shape, the welding toe is 6mm high and 5mm wide;
[0019] 3), the axle casing 3-1 and the axle housing body 3-3 are butt welded through the inner lining ring 3-4, the welding groove is 60°, the axle body 3-3 is chamfered at 15°, the axle casing 3- 1 Chamfer 45°.
[0020] Through bench fatigue test verification, the strength reaches more than 800,000 times.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More