

Forming technique for sheet metal stamping cold forging and fine blanking composite boss part
A sheet metal stamping and forming process technology, applied in the process field of fine blanking contour continuous composite boss parts, can solve the problems of difficult dimensional accuracy, crack failure, guarantee, etc., and achieve the effect of low cost, good quality and high precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] In order to better understand the present invention, the content of the present invention is further illustrated below in conjunction with the examples, but the content of the present invention is not limited to the following examples.
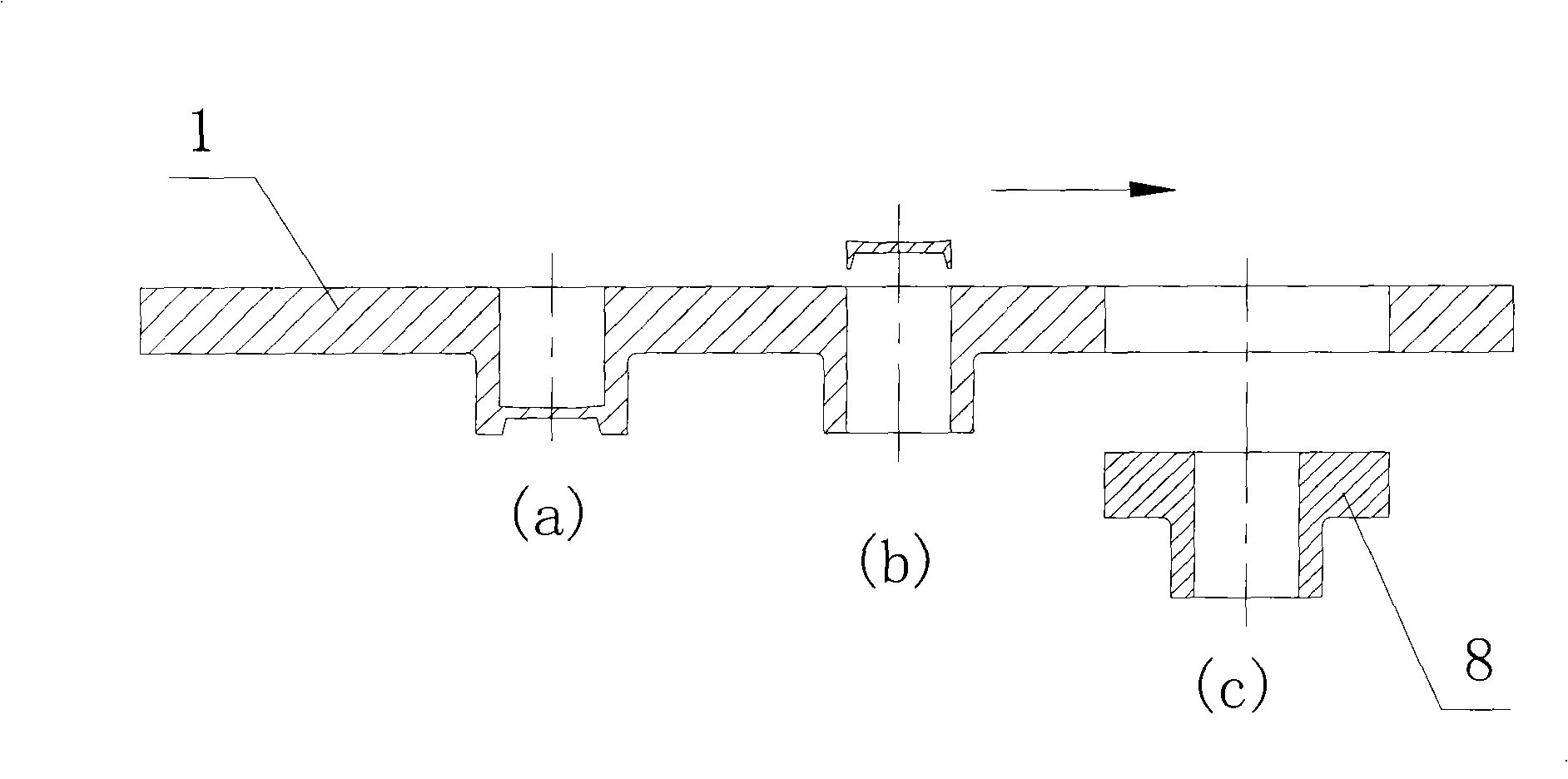
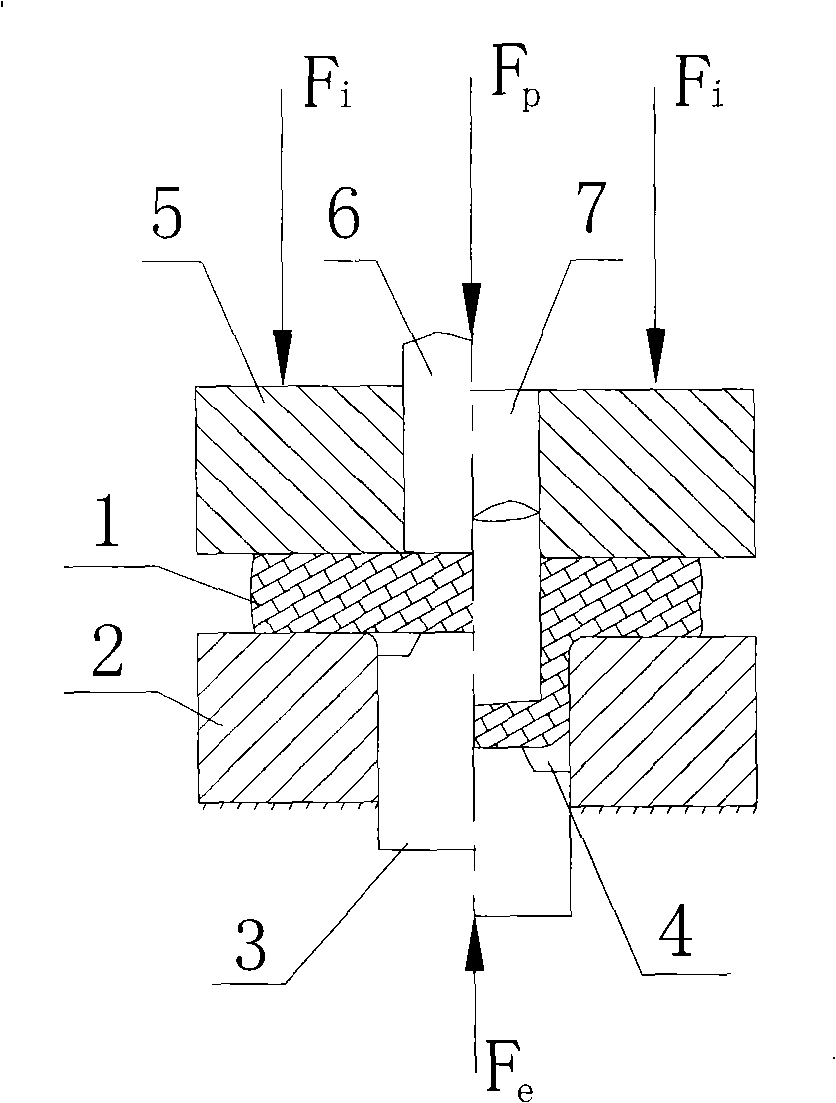
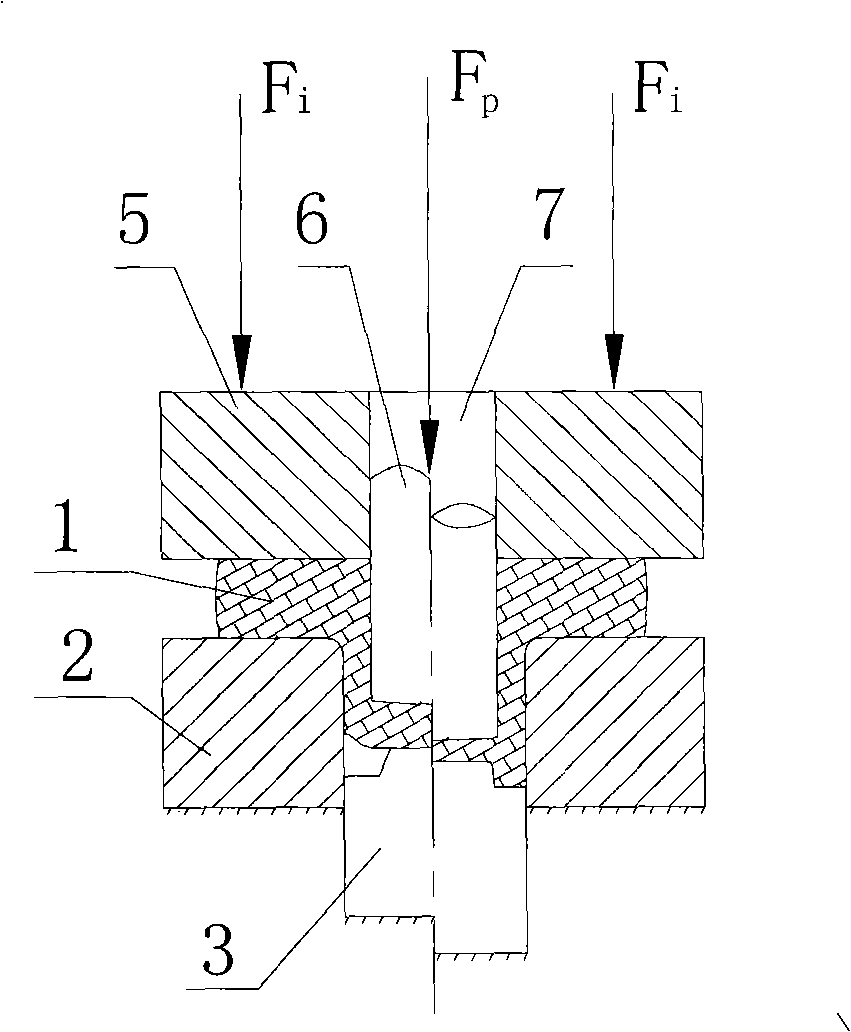
[0016] Such as figure 1 , figure 2 , image 3 Shown, a kind of sheet metal stamping cold forging and fine blanking composite boss part forming process, it comprises the following steps:
[0017] The diameter of the external dimension of the required boss part is 30mm; the inner diameter of the boss is 12mm, the outer diameter of the boss is 15.7mm, and the height of the boss is 7.5mm.
[0018] Preparation of stamping punch: such as Figure 4 As shown, the outer diameter of the stamping punch is 11.95mm; the middle part of the lower end is a platform with a diameter of about 5mm; the outer middle part of the bottom is a bevel, and the bevel angle is about 3°.
[0019] Preparation of extrusion punch 3: as Figure 5 As shown, the out...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More