

Manufacturing process of high-power low-speed diesel shaft bushing
A manufacturing process, high-power technology, applied in the direction of bearing components, shafts and bearings, mechanical equipment, etc., can solve the problems of low bearing strength, easy cracking, metallographic segregation, etc., to improve fatigue strength, improve bond strength, The effect of tight metallographic organization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] The concrete method steps of a kind of manufacturing process of high-power low-speed diesel bearing bush are as follows:
[0049] (1) Rough manufacturing
[0050] ① Rough casting and heat treatment
[0051] Material preparation: the blank material is 4C steel, and the blank size is length × width × height = 1520 × 325 × 66mm, and then rolled into the upper and lower bearing bush blanks on the single-arm hydraulic press, and the gas secant line and milling line are drawn on the fitter table 1. Gas-cut the center facet, then place it in a holding furnace at 530°C for 3 hours for heat treatment, and finally mill the center facet on a milling machine.
[0052] ② rough machining
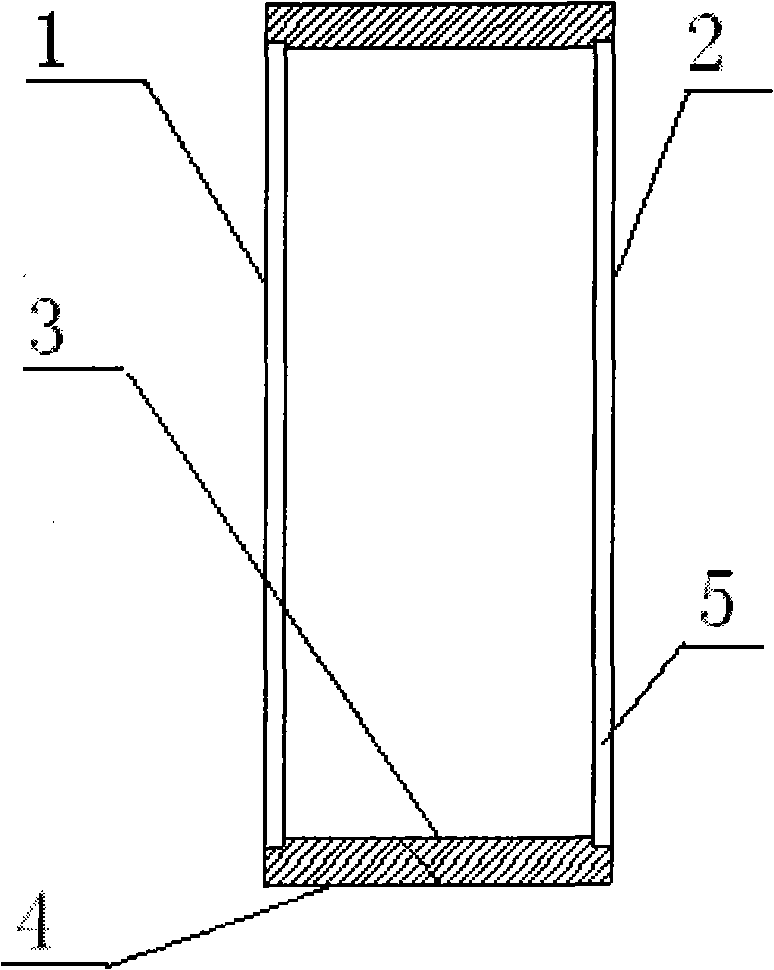
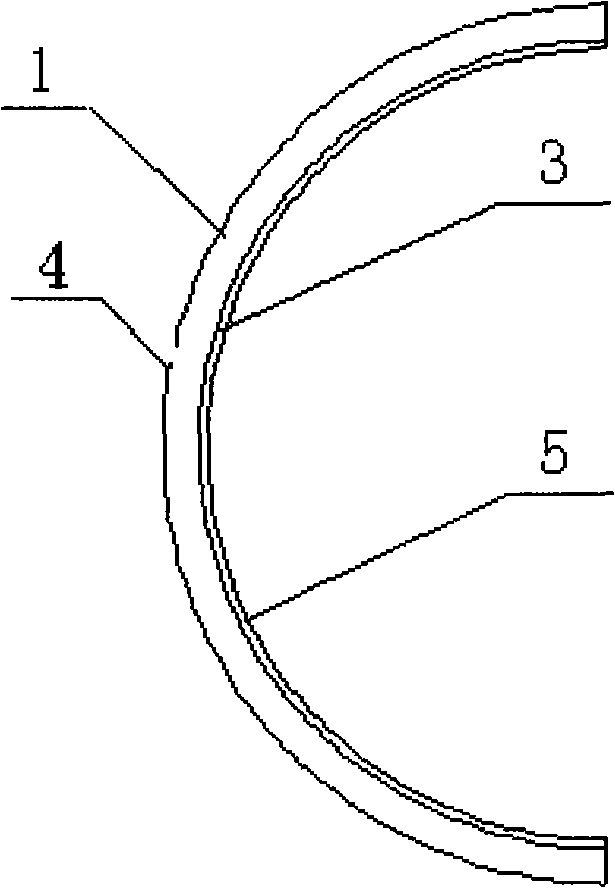
[0053] After step (1)-① is completed, the upper and lower bearing bush blanks prepared in step (1)-① are welded together to form a circular ring, and then the inner and outer surfaces 3, 4 and left , The right end face 1, 2, and then use the milling machine to semi-finish the two mid-section sur...
Embodiment 2
[0079] A kind of concrete method step of the manufacturing process of high-power low-speed diesel engine bearing bush is as follows:
[0080] (1) Rough manufacturing
[0081] With embodiment 1. The characteristics are: the heat treatment temperature of the bearing bush blank in the holding furnace is changed to 500°C, and the heat treatment time is 2.7 hours. The axial width of the feeding groove 5 is 4mm, and the radial depth is 4mm.
[0082] (2) Treatment of blank pouring surface
[0083] With embodiment 1. The feature is: use industrial alkali to prepare 8% NaOH solution for scrubbing, and soak for 4 minutes with 10% industrial hydrochloric acid.
[0084] (3) The pouring surface is tinned
[0085] With embodiment 1. The characteristics are: the preheating temperature is 170°C, and the preheating time is 30 minutes. When enamelling, soak in the tin pot for 4 minutes.
[0086] (4) Pouring Babbitt alloy
[0087] With embodiment 1. The feature is: after pouring is com...
Embodiment 3
[0091] A kind of concrete method step of the manufacturing process of high-power low-speed diesel engine bearing bush is as follows:
[0092] (1) Rough manufacturing
[0093] With embodiment 1. The characteristics are: the heat treatment temperature of the bearing bush blank in the holding furnace is changed to 550°C, and the heat treatment time is 2.5 hours. The axial width of the feeding groove 5 is 6mm, and the radial depth is 6mm.
[0094] (2) Treatment of blank pouring surface
[0095] With embodiment 1. The feature is: use industrial alkali to prepare 10% NaOH solution for scrubbing, and soak for 5 minutes with 10% industrial hydrochloric acid.
[0096] (3) The pouring surface is tinned
[0097] With embodiment 1. The characteristics are: the preheating temperature is 200°C and the preheating time is 20 minutes. When enamelling, soak in the tin pot for 5 minutes.
[0098] (4) Pouring Babbitt alloy
[0099] With embodiment 1. The feature is: after the pouring is...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More