

Diversified cross-connection control method for plate shape of hot rolling band steel
A control method and technology of hot-rolled strip steel, applied in the direction of contour control, etc., can solve problems such as increasing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
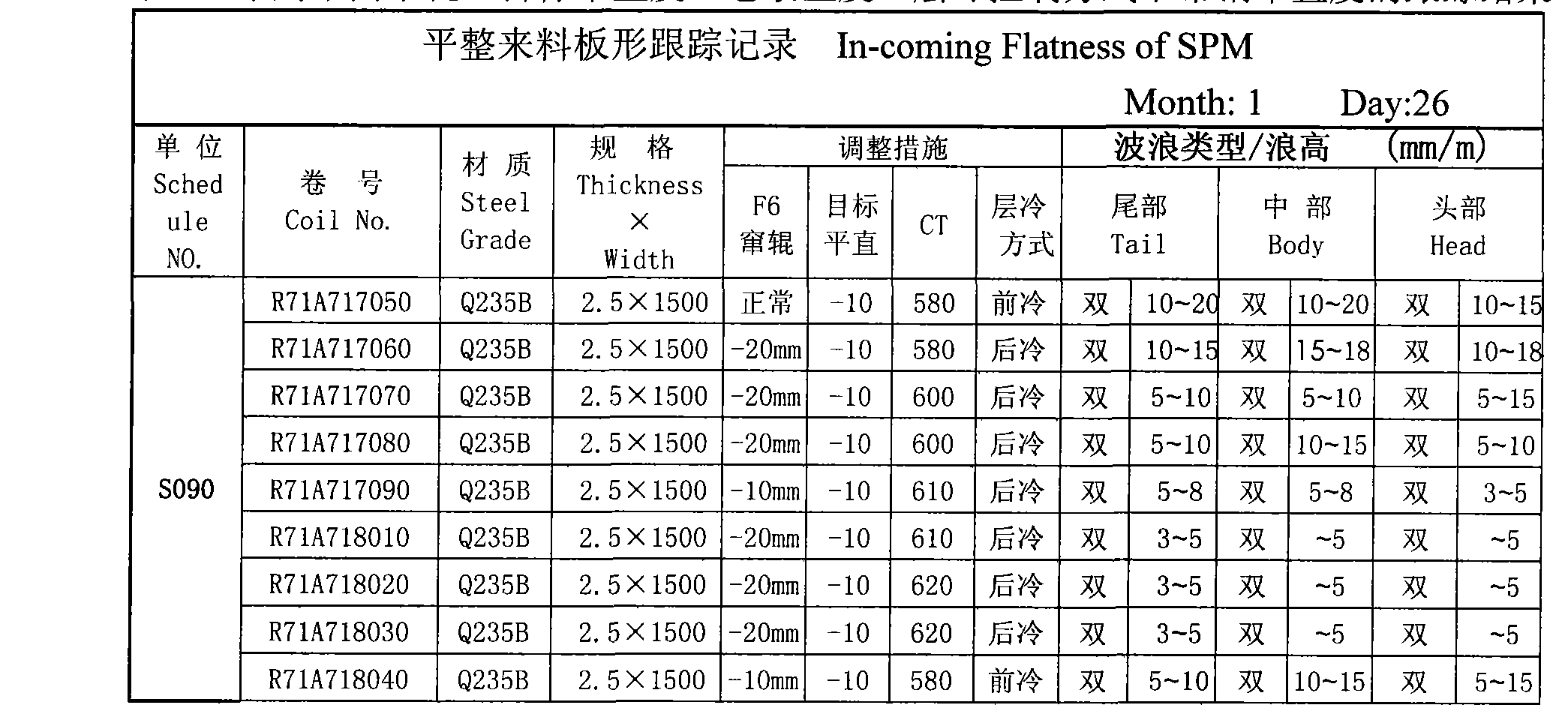
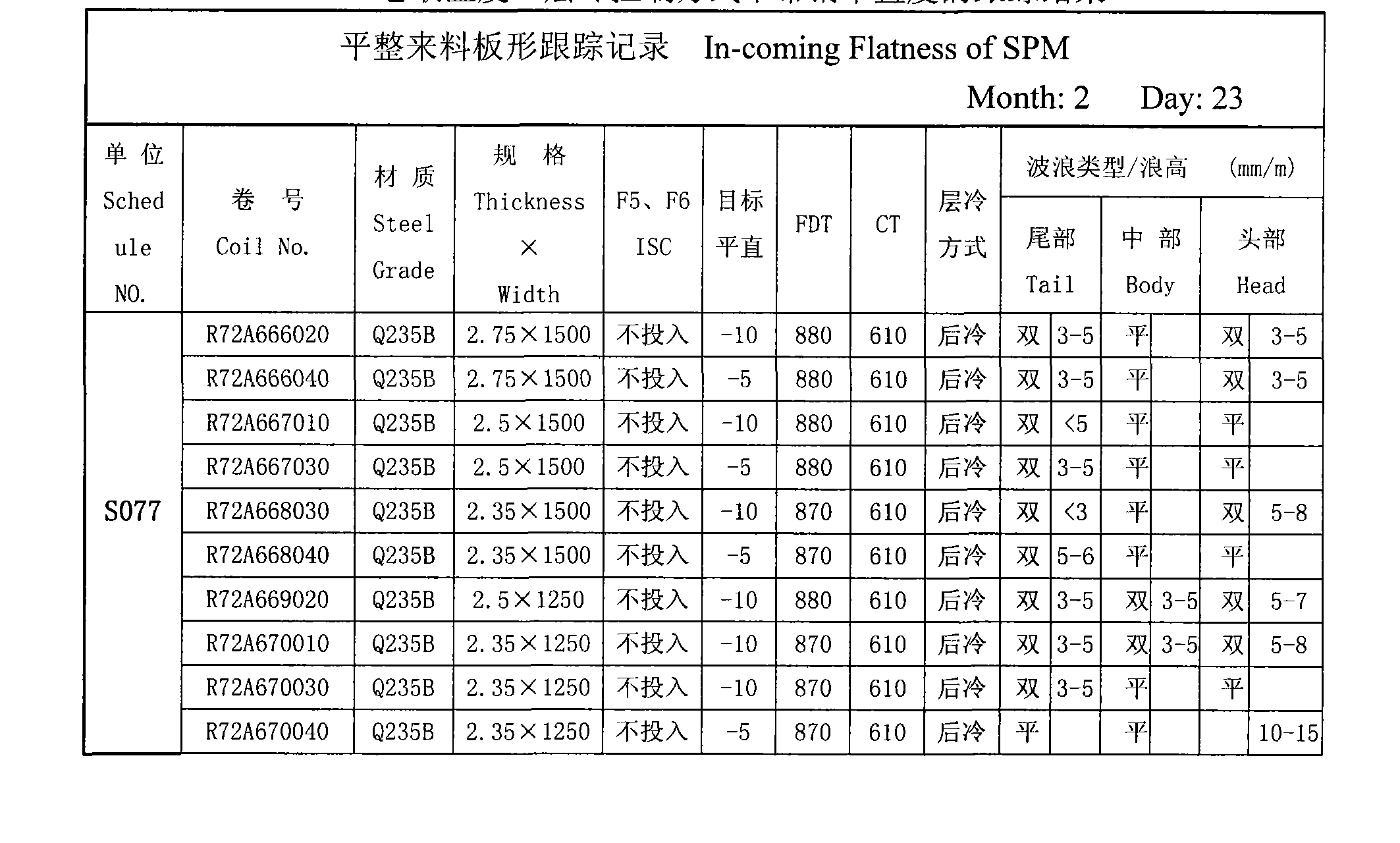
[0021] The invention is applied in the 2250mm wide-band hot continuous rolling production line of Taiyuan Iron and Steel Co., Ltd. The shape control equipment adopts CVC+. The maximum rolling pressure of F1--F2 is 50000KN, the maximum rolling pressure of F3--F4 is 45000KN, and the maximum rolling pressure of F5--F7 is 40000KN. The rolling mills are all equipped with cooling water devices, a total of 6 cooling water control equipment in the rolling mills, with a maximum control flow of 160m3 / h. The exit of the finishing mill is equipped with a multifunctional detector and a flatness detector to measure the crown and flatness of the strip respectively.
[0022] After the 2250mm hot rolling production line of Taiyuan Iron and Steel Co., Ltd. was put into production, the plate shape of the finished strip steel with a thickness of less than 4mm showed a double-sided wave with a wave height greater than 25mm / m, and the double-sided wave of the finished strip with a thickness of les...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More